


Results 221 to 230 of 257
-
09-23-2015, 08:47 PM #221Student

- Join Date
- Sep 2015
- Posts
- 22
I am happy to hear that some of these things wont be an issue for me with this new build. Originally Posted by printbus
Originally Posted by printbus

I totally get that. I am sure I will have so much to learn maybe even more then some newbies, but I am both eager and excited to do so. I am confident this will be a challenge I can take on and defeat. Originally Posted by printbus
I am thinking ill probably be one of those people haha Originally Posted by printbus
This seems tedious hopefully its not too bad. I went ahead and purchased the Simplify3d software. I hope this eliminates wasted time trying to learn the many other slicers. It was a bit steep for me to spend that much on something I was ultimately clueless about but from what I have seen and read about it. It is truly the way to go. I have played with it and it seems great so far. Originally Posted by printbus
I am very confident I have the skills to complete and enjoy this printer. I do come in to this understanding this will not be something to just plug in and use. I understand this takes a whole lot of tinkering. How much of that is required I do not know, but if you knew my life style and hobbies you would know I love to tinker! Originally Posted by printbus
IMG_20150923_191705125_1.jpg
I do worry that I may be let down by the quality of prints that this and all other consumer grade 3d printers are capable of. I have looked online and have seen some pretty horrible stuff produced but have also seen some pretty great stuff which leaves me at some pretty high expectations. I am not sure how great these prints are in person as I have not actually seen anything in person that has been printed from a 3dprinter. I am pretty sheltered when it comes to this technology. You can imagine the small town I am from that I am very new to the 3d printing world.
-------
Thanks for the warm welcome I do plan to use this forum as a huge resource. I hope I don't ask to many newbish questions but i do know how to use the search function so i should be ok for the most part Originally Posted by printbus

-
07-08-2016, 06:16 PM #222Engineer-in-Training
- Join Date
- Jul 2016
- Location
- Pennsylvania, USA
- Posts
- 255
Hi
Just to tag this into the "encyclopedia" ..... it's a great thread for anybody playing with an i3v.
The issue with the "old hot motors" was aggravated by the recommended settings being to high current. I pointed that out 3 years ago, it's still true today.
These printers slave two Z motors to one controller. That limits you to 1/2 the current rating of the controller on the Z axis. Most of the standard controller plugins max out at 2A. If you buy 2A motors you will only be able to run them at "half power" on the Z axis. With 1.5A motors you will get to 2/3 power. All that assumes you carefully adjust the trim pots on the controllers when you swap out the motors. My *guess* is that roughly 99% of the i3's out there (with slaved Z motors) are running half current on the Z relative to the X and Y.
All that said, yes, the old motors do get hot. Having plywood all around them or a heated bed over them ... they get warm.
Some Z axis math (not in my older post):
Most of time the Z does not move. It's just a load resistor. P = I^2 * R. Cut the current equally between two steppers and you cut the heat going into them by a factor of 4. Yes, they still get a bit warm. If you take a look at torque curves ... that drops off by quite a bit as current drops.
So why the "old recommendation for current" ?
If you set the current limits all the same and to ~ 0.2V, the X and Y work. The Z fails horribly. If you set it high with those motors, the 12V limits the current as a bit over max ... it all works, but gets hot. They *are* 0.5A steppers, the right setting on the controller is the 0.5A setting.
Yes, this is 3d printer archeology. It is mainly interesting to those with i3's that they might be upgrading to say an i3v. Unfortunately some *idiot* pointed out that the $50 rebate was still in place on the i3 -> i3v kit. It seems to now be history .... SORRY !!!!! That may make this information a bit less useful.
Bob
-
07-09-2016, 02:32 PM #223Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436

Not much point to responding, but since the thread was reactivated...
It hasn't helped that MakerFarm typically isn't open with specifications for motors they use, or very helpful in explaining how the suggested 0.39 to 0.5V Vref stepper motor driver setting correlated to a motor current value. People were left to figure that out for themselves. Colin's position on the old motors was that users shouldn't worry about how hot the motors got, since stepper motors are designed to run hot (typically 100 degrees C). Unfortunately, the extruder motor in particular was troublesome since it was just a matter of print duration before the printed motor mount or the shaft-mounted small Greg's Wade extruder gear would start to soften.
For the MakerFarm subforum here, the first news I remember regarding the 9V 0.5A specifications for the old motors was from clough42 in thread MakerFarm Prusa i3 and i3v 66 oz. in. Stepper Motor Specifications
For those older 0.5A motors, the theoretical optimal Vref adjustment on a stepper motor driver based on the Allegro A4988 chip with the typical 0.05 ohm current sense resistors is I * 0.4 or 0.2V. So, one *might* argue that the build guides (at least older ones; I don't know of current ones still suggest the 0.39v to 0.5v setting) do have the proper value for dual Z motors on one driver, but are overdriving the single motors on X, Y and the extruder.
However, it's arguably almost impossible to over drive those old motors with too much current. The 18 ohm (I measure about 18.5 ohms on one of my old motors) coil resistance will itself limit the current to 0.66 amps for a 12V source (12V / 18 ohms). Factor in any voltage drop in the wiring from the power supply to the electronics, voltage drop in the 5A polyfuse (RAMPS assumed), and voltage drop in the stepper motor drivers themselves and you're going to be running even closer to that 0.5A motor spec, even though the driver may actually be set to a higher current than that.
Then there's another major limiting factor with those old motors that applies when you're actually trying to step them, not just letting them sit in holding mode. The unusually high inductance of those motors meant they were slow to respond. Inductance in a circuit limits the rate that current can change; a high motor inductance hinders the ability to instantaneously step the motor current to the set value. I never attempted cranking through the math or monitoring the motor drive with an oscilloscope, but I always figured we had a real bad combination on the Z-motors, with high inductance motors and a high step frequency driven by wanting to adjust Z as fast as we could while being burdened with a ridiculously high 4000 steps per mm for the M5 threaded Z-rods and level 16 microstepping. Here, that inductance is probably kicking in as a limitation even more than the coil DC resistance. For all I know, the stepper driver turned off the step pulse or moved to the next step before the motor current had actually reached what it was intended to.
Until I put together gcode scripts to specifically test motor movements for the brain-busting thread Marlin Motion Related Configuration.h Settings for MakerFarm i3v, I never felt the stepper motor driver adjustments really did much. Perhaps the adjustment was being overcome by the limitations of either the motor coil resistance or inductance. It took those test scripts to reveal what my motor limitations were.
I'm aware of at least three different methods for adjusting the motor current limit setting. So far, we've been talking about setting the voltage adjustment for the motor current specification. Some argue that gives you the most torque and the best positional accuracy, especially if you run without microstepping. But I've also seen a position from Pololu (originator of the stepper driver concept) that the voltage adjustment isn't very accurate, and a better way is to actually measure the motor current and set the trimpot as needed to obtain the desired motor current, ignoring the actual voltage. Then there's the camp that suggests ingoring the value and just adjusting the motor currents empirically by how the printer actually works.
While I was running Marlin and MEGA2560/RAMPS, I ended up in that latter camp. I found that adjusting the motor currents for what were actually quite low values still kept the motors from skipping, would still give me good prints, and coincidentally eliminate resonances and belt flutter that made the printer sound like a crappy toy. I don't remember what the voltage values were on the settings, but I do remember they were quite a bit lower than what they would have normally been set to for a theoretical limit.
When I migrated to running Smoothieware on Smoothieboard , I don't recall having the issues with resonances and belt flutter like I had with Marlin/Ramps, even with my Kysan motors driven to their limit of 1.5 amps. None the less, I did back off the digital motor current settings to 1.0A as part of some initial futzing and I've just left them set to that for over a year now. I also have my Smoothieboard configured to dedicate a driver for each Z motor, so I don't need to worry about the issue of shared driver current for the dual Z-motors. As mentioned in a prior post, I can always revisit that should I want to use that 5th motor driver for another extruder.Last edited by printbus; 07-09-2016 at 06:55 PM. Reason: detail
-
07-09-2016, 06:48 PM #224Engineer-in-Training
- Join Date
- Jul 2016
- Location
- Pennsylvania, USA
- Posts
- 255
Hi
The practical answer is that you can indeed run with much less than maximum torque out of the motors. You can fairly quickly calculate the step rate that inductance becomes more of an issue than resistance. At that point you may be off to 24V stepper supply land. I have never seen a need to run the steppers anywhere near that fast (24V supplies) on the Makerfarm designs. Dropping to a lower voltage stepper like the ones you switched to would make it even less of an issue.
Turns out that micro stepping really does not get you as insane with inductance as you might think. You *are* doing things faster. You are doing them at much lower current levels. Put another way, it's still a sine wave at the same base frequency. You just are defining it's phase it a bit more often.
Bob
-
12-29-2016, 08:59 PM #225Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436
DECEMBER 2016 STATUS UPDATE
For those still interested in this ancient thread, I'm evaluating a mod that I'll summarize later in another post. To keep that future post focused on the mod, here's an interim status update.
Since May 2015, my modified MakerFarm printer has simply been there when I needed or wanted to print something. The *only* hardware mod or repair I've made since then is the installation of the new silicone insulator boot for the e3dv6 hot end. I'm even still running the same gears on my refined version of the Greg's Wade extruder. From a firmware perspective, I'm still running the version of Smoothieware that I first installed in April 2015. I just haven't had a reason to search out a newer version. Every now and then I log the traffic on the Smoothie IRC channel to see what's up, but right now I lean towards leaving things alone and predictably usable as opposed to migrating to something new and possibly spending time battling new issues.
Am I still happy with the migration to Smoothieboard? Yeah, probably. At the time, I wanted a hardware solution that was simpler than the RAMPS stackup and wanted to get away from the Arduino core. Smoothieboard running smoothieware met those objectives. I haven't had a need to tweak my Smoothieware baseline since the original migration, but having Smoothieware configuration parameters in a text file that can be updated without needing to recompile was pretty slick. Would I migrate to Smoothieboard today if I was doing it again? That's a tough question. There are options out there that didn't exist in early 2015, and through the work of Roxy and others, Marlin is perhaps currently reaching the tested baseline that I was looking for in 2015.
Looking at my gcode archives, the printer has sat unused for as long as two months between uses, mainly in the summer days when I've got a lot of other time distractions. At the other extreme I've printed several items back to back in the same day. Prints have mostly been for things that I needed around the house or needed for one electronics project or another. Most have been pretty small items that print in less than a couple of hours. openSCAD is still my design tool of choice, mainly since it is the only tool I've ever used. In a nutshell, the script language fits well with the engineering approach I tend to apply to everything I do. That likely doesn't make openSCAD the fastest design approach. While I've cranked out the design for some simple things I've needed in perhaps a few minutes, I've spent countless hours working through the parametric details of some complicated designs. Only a portion of my openSCAD designs make their way to Thingiverse.
I'm happy with purchasing Simplify3D. I think it's been an important part of having a solid baseline that simply works when I expect it to. Really the only issue I've had with Smoothieware on Simlify3D gcode files is an occasional freeze-up of the printer, supposedly due to infinitesimally short line segments Simplify3D was requesting of the printer that other firmware like Marlin would filter out. Updating Simplify3D a while back seems to have fixed that problem. It took a while, but experience has got me to the point where I can do a fair job of looking at a design and tweaking number of perimeters, infill, supports, etc. with fairly predictable print results.
Everything I print now is done with PLA. I futzed with ABS in my early days, but grew weary of making it stick with my open-frame i3v. PLA fills my needs - it's as simple as that. I print hot - I can't remember the last time I printed anything with the hot end set to less than 210 degrees C. But, I like glossy print results, which comes with the high temp. In my current setup, I'd say the most important factor to my print quality is the filament. It's easy to make good filament print like crap, but tough to make poor filament print well. Second to that it's adjusting the slicer for the actual filament diameter and applying just the right amount of print cooling airflow.
There's only two options to my choice of a print surface. If I'm striving for a smooth or glossy bottom finish, I'll print on a heated bed with glass sprayed with Garnier Fructis Style #5 hair spray. If I want a matte bottom finish or have a print with a lot of bottom layer detail that could be affected by overzealous first layer squish, I'll print on a cold bed and 3M painter's tape swabbed with alcohol. That's it.
Still no bed leveling or bed compensation here. Having it might have saved a few minutes when switching between hairspray and painter's tape print surfaces a few times, but I simply haven't wanted to hassle with implementing a bed compensation scheme and getting it to work. The thumbwheel screws on the four corners of my Y-bed and the bed leveling wizard in Simplify3D that moves the print head around the print bed in a square for checking the nozzle gap works fine enough for me. It probably helps having a printer with the smaller 8-inch print bed, and I think it's arguably important that I spent a lot of time squaring/truing up the printer during my initial build and then glued most of the wood joints into a fixed alignment. Little can likely change or drift at this point.
What I haven't cared for is what seems like a hodge-podge approach of the bed heater that is upside down, the bed heater mount screws with heads sticking up that force use of a glass plate with the corners cut off, and some random arrangement of binder clips used to hold the print surface together. That is the focus of my mod to be discussed after some time running with it.Last edited by printbus; 01-04-2017 at 07:02 AM.
-
12-30-2016, 11:53 AM #226Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436
E3Dv6 SILICONE BOOT CLARIFICATIONS
I better clarify my use of the e3d silicone boot before someone points out the boots don't fit older e3dv6 hot ends like I had installed.
In the original e3dv6 design, wires from the hot end thermistor were held against the aluminum block with the head of a lightly tightened screw. e3d has modified the e3dv6 to use a cartridge type thermistor that is held in place with a set screw. The silicone boots don't fit over the screw used with the thermistor wires in the original design.
Fortunately, I hadn't used the thermistor wire screw in my e3dv6 installation. I wanted the thermistor wiring to exit the right side of the aluminum block, not the left side as intended by e3d. The 1% thermistor rated for 300 degrees that I opted to use instead of the 3% one supplied by e3d also turned out to be microscopic compared to most thermistors, and I didn't feel the e3d installation approach would work well with it. So, I drilled a small thermistor hole on the right side of the block and permanently bonded the thermistor in the hole using the same muffler cement that I had used with the original hexagon hot end.
It turns out that the thermistor hole I had added on the right side was pretty close to where the cartridge hole is in the new block design. To use the new silicone boot, all I had to do was add a short slit in the side of the notch in the boot intended for the cartridge wires.
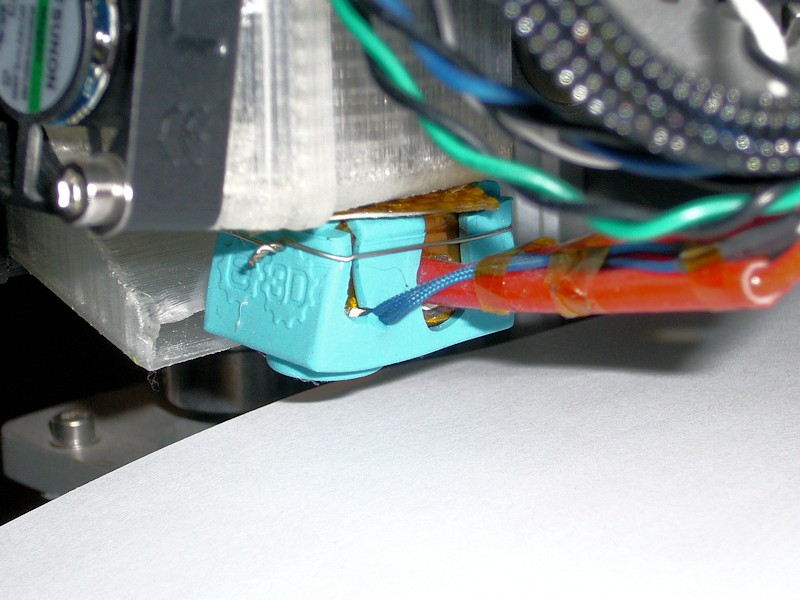
Fit of the silicone boot on my aluminum block is less than perfect, perhaps due to the fact that I installed it over existing layers of kapton tape already insulating the block. I added a loop of wire around the boot to ensure it stays in place.Last edited by printbus; 02-20-2017 at 06:01 PM. Reason: migrated to image stored offsite from 3dprintboard
-
01-02-2017, 06:00 PM #227Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436
PRINT BED REVAMP - OVERVIEW
My intent here was to rethink the approach to the print surface. I had never cared for the standard Prusa approach of having screw heads sticking up at each corner of the heat bed, since they prevented use of a square piece of glass. The glass either needed to be rectangular to fit within the screw heads or needed to have corners cut/rounded to clear the screws. Finally, the use of binder clips to attach the glass could leave to inconsistencies as binder clip locations are varied. My low hanging print blower, if not adjusted just right, would sometimes catch on a binder clip and, well, that usually wasn't a good thing.
The holy grail solution I wanted to implement would have used the Panucatt Helios heat bed, which is twice as thick as a regular heat bed, provides for 3-point bed mounting/leveling, and has countersunk holes for use with flat head screws. People seemed to really like the Helios boards when they were available a few years ago. Unfortunately, watching out-of-stock status on the item for over a year and lack of any form of communication response from Panucatt leads me to question whether it will ever be available for order again.
The alternative solution I've implemented flips the original MK1 heater over so the heat bed traces face the print surface, combine it with an RP One Labs/reprapchampion aluminum plate, and use PrintBite as a print surface that should require no additional prep for printing. I shouldn't have to use glass again, but if I need to I can add something like the Vellemen GP8200 glass plate that is 215mm square, although I'm not sure what attachment scheme would work with the tall stackup of the heat bed, the aluminum plate, the PrintBite, and the glass. Even small binder clips can't grab all that, and medium clips might extend too far to the left and catch on the printer frame.
I'm flipping the MK1 heater over so that heat can be more directly applied to the aluminum plate. As I understand it, the original concept of the MK1 was to orient the heat traces down to protect them and use the opposite side of the circuit board directly as the print surface. Tricks like adding a glass plate came later when people struggled with the thin heater circuit board flexing. As I see it, once you add something like glass or an aluminum plate over the heater, there's no reason *not* to flip the MK1 over and allow it to do a better job heating whatever is above it.
I didn't migrate to one of the MK2 heaters since there's a post on the reprap wiki that cautions against heater boards that are plated, since the boards can't be plated very exactly or evenly. If true, that's not good for obtaining even heat distribution from the heater. All the MK2 boards I looked at were plated boards, driven by the plated through holes that accommodate wiring to either side of the board. The MK2 boards also have a small center hole to allow a thermistor to pass through it and touch the print surface. This sounds good, but it seems to me the disruption to trace routing caused by the thermistor hole would also impact even heat distribution from the heater. I didn't migrate to a MK3 aluminum heat bed since Flex3d says one should not install PrintBite directly on an aluminum heater. I'm not sure why, and I've effectively done the same thing, but at least in my approach I can swap out a failed heater board at minimal cost, retaining the aluminum plate and PrintBite for reuse with a new heater.
The RP One Labs aluminum plate design is specified to a flatness of 0.1mm. One side is notched to accommodate the exposed wiring pads on an MK2 heater, but the notch also works with the flipped-over MK1. The aluminum plate provides countersunk mounting screw holes (albeit 4-point instead of 3-point mounting), and provides a machined channel for installation of a thermistor directly onto the aluminum plate.
I opted for PrintBite as the print surface since you pretty much can find only good comments about it. There's more info on it in the Anyone used Printbite surface? thread. So far, I concur with everything positive Curious Aardvark has had to say about it. I wasn't expecting PrintBite to turn out to just be a thin sheet of FR4 fiberglass, but supposedly it has some characteristics not found in all FR4. That better be the case, since I already had sheets of FR4 that I could have at least tried instead of ordering from overseas to get PrintBite.
Unfortunately, the solution I've implemented may be pretty specific to the 8-inch version of the i3v. I'm not aware of a similar aluminum plate for the other sizes of i3v.
Installation insight and photos to follow.Last edited by printbus; 01-03-2017 at 08:43 AM. Reason: corrected binder clip size
-
01-02-2017, 08:07 PM #228Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436
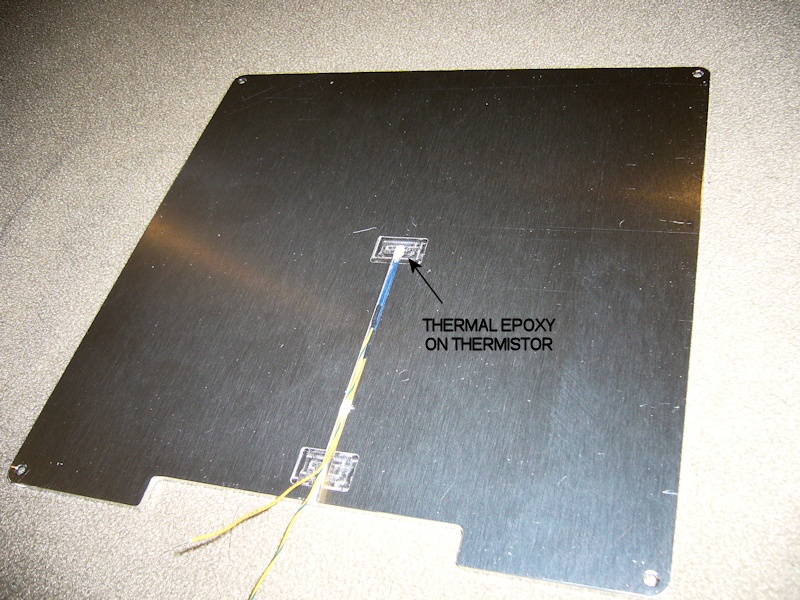
PRINT BED REVAMP - INSTALLATION INSIGHT
I reused the heat bed thermistor. I opted to splice short lengths of high temperature aerospace wire that I had on hand so the thermistor wires would extend off the aluminum plate. The wiring channel in the plate was cleaned of bits of loose metal and any oil from CNC machining. Dabs of Artic Alumina thermal epoxy from Artic Silver were used to bond the thermistor to the provided cutout in the back of the plate and to fix the wires into the routing channel. To ensure the thermistor was pressed against the plate as the adhesive cured, a short length of stick from a cotton swab was placed over the wire channel and temporarily held in place with a piece of tape. Not shown in the picture, a section of kapton tape was added over the larger thermistor cutout to act as a bit of insulator from the heater when it is installed.
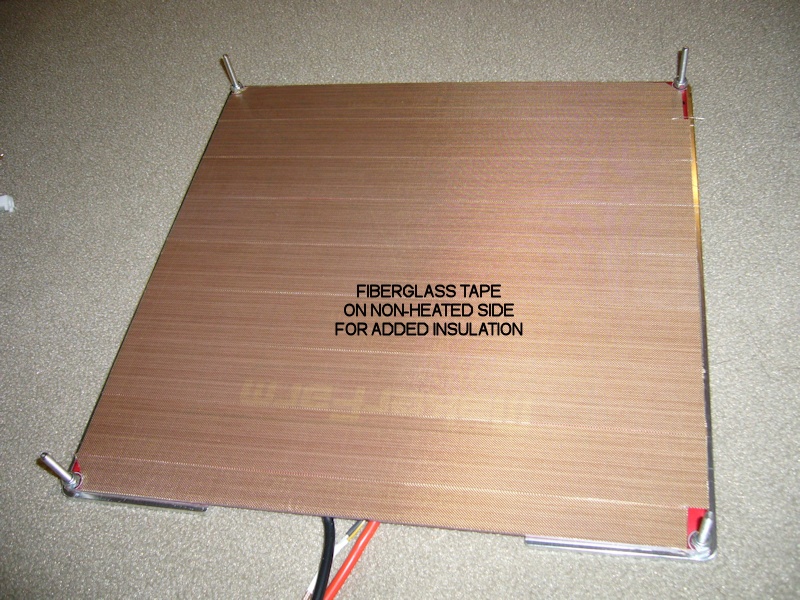
The MK1 heater was prepped by adding self-adhesive teflon and fiberglass tape to the non-heating side of the board. This was done just to provide some additional insulation on what is now the exposed side of the heater. I'll continue using the 8-inch square silicone trivet as the primary insulation between the heater and the wood y-bed.
For inexplicable reasons, the strain relief attachment point on the y-bed for the 8-inch printer is *not* in the x-axis center of the y-bed. It's offset by 5 or 6mm, messing up a perfect view of what the wire routing should be from the wire attachment points to the strainrelief. To improve the wire routing, I scratched off the solder resist as required to provide new wire attachment points that meshed well with the thermistor wire channel (also offset from the center of the aluminum plate) and the surface mount LED I use as an informal monitor of what the heater circuit is up to. A special "high rise" strain relief bracket was created that moves the strain relief point off the far end of the y-bed.
I reused the MakerFarm y-bed springs rather than the thick silicone tubing that came with the aluminum plate. All four corner screws are locked in place with locknuts installed on the backside of the heater. From top to bottom the hardware stack-up consists of the M3 flat head screw, the aluminum plate, the heater, a nylon insert lock nut, the spring (which fits nicely onto the round part of the M3 lock nut), a custom printed (and currently unpublished) M3 shoulder washer, the wood y-bed, and thin M3 thumwheels. Like before, there are 10 notches around the thumbwheel, providing a somewhat calibrated 0.05mm height adjustment for each notch in thumbwheel rotation.
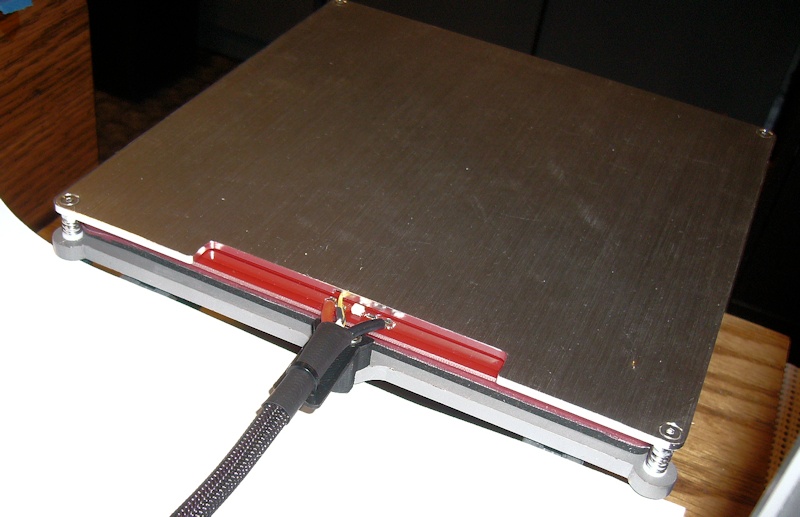
The PrintBite sheet was installed per Flex3D instructions, which includes two heated soak periods for setting the adhesive. I brought the forward edge of the PrintBite sheet as far forward as the y-bed travel would allow, and centered the sheet on the x-axis. I had ordered the PrintBite before I had finalized the rest of the revamp, and had opted to order the 200mm square sheet. To ensure a bit of margin on all sides, I've modified smoothieware and Simplify 3D to think I now have a 195mm limit in x and y. In a nutshell, my usable print area now follows the outer black line on the PrintBite markings.
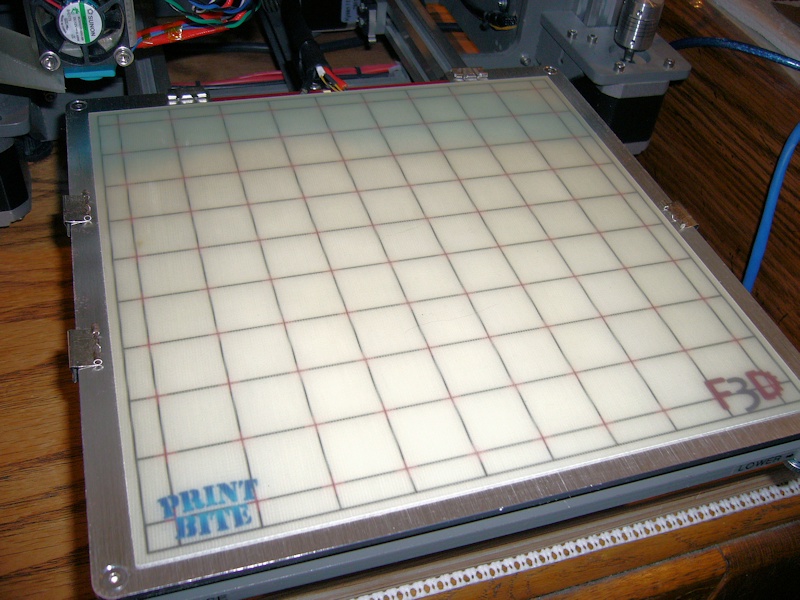
This provides a nice, flush surface to work with. I had smoothieware recalculate PID values for the heater control circuit, and updated the configuration text file accordingly. When I'd print with hair spray coated glass, I'd set the bed for 50 degrees C. Flex3d suggests increasing your bed temp by 10 degrees with PrintBite, so my recent prints on PrintBite have all been at 60 degrees. I've been getting great PLA adhesion with the bed set to 60 degrees, with most parts removable with some encouragement when the bed has cooled to maybe 45 degrees or so. I'm still tweaking, but have definitely been able to adjust for less first-layer squish than I used to. That's great for parts with a lot of first layer detail or something dimensionally important like a nut trap.
Yes, the picture reveals some binder clips. I've observed a bit of sagging between the aluminum plate and the heat bed on the sides, and mini binder clips are being used to eliminate the gaps. Whether the clips are there permanently is yet to be determined. Due to the additional height of the PrintBite print surface, I'm not as worried about anything catching on these binder clips, especially with the wings removed.Last edited by printbus; 01-03-2017 at 07:34 PM. Reason: why not?
-
01-03-2017, 12:28 AM #229Student
- Join Date
- Jan 2017
- Posts
- 7
I am new to the forum as well as 3d printing. A real rookie. But I do have a few things in my favor. I am truly a electronics geek. And am a very advanced kit builder of electronics and mechanical things. I have a touch of OCD that usually serves me well when assembling things.
I ordered my Makerfair i3v 8" Prusa last week and should have it in a few more days. I have been going over your incredible build thread/log. You have gave the community an awesome resource. I wanted to thank you for the time and effort you have put in to it.
Larry
I will be referring back to this thread along the way. I know my kit is newer so some info may not apply. I will figure it out as I go. Thanks again for putting this info all in one place!
-
01-03-2017, 08:25 AM #230Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,436
Larry, thanks for the feedback on the build thread. Welcome to the MakerFarm community, and enjoy your build.

 Reply With Quote
Reply With Quote





Ender 3v2 poor printing quality
10-28-2024, 09:08 AM in Tips, Tricks and Tech Help