


Results 41 to 50 of 84
Thread: Looking at Pegasus 12
-
02-12-2017, 01:32 PM #41Super Moderator

- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,183
I have always used Rave's 4x Mega hairspray. Also available at Walmart. It works very good! But I'm going to pick up a can of Garnier Fructis Super Hold 5 and see if I can tell a difference. Originally Posted by uncle_bob
Originally Posted by uncle_bob

-
02-12-2017, 01:56 PM #42Engineer-in-Training
- Join Date
- Jul 2016
- Location
- Pennsylvania, USA
- Posts
- 255
Hi
Before everybody goes off to Walmart and gets the wrong stuff and hates me forever ....
Green can a out 12" tall. Black top. Label reads:
Garnier
Fructis
Style
Extreme Control
Anti-Humidity
Hairspray
(yack yack yack)
Extreme
1 2 3 4 5
...........^
(the number 5 has the arrow and is in black)
It's the stuff I was told to use many years ago. It's always worked fine. It's cheap and I never bothered to play with anything else.
Bob
-
02-12-2017, 07:33 PM #43Student
- Join Date
- Dec 2016
- Posts
- 29
So where is the origin? I assume this where home is? If I go into Prepare and manually move an axis, is the 0 position the origin? So if both X and Y show 0 I should be at origin? The reason I ask is the home is in the upper right, are we backwards somewhere and it should be in the lower left, which would be consistent with an actual X/Y plot?
Assuming origin works how I hope, from origin we should be able to check the full travel in X and Y to make sure limit switches are correct and there is no obstruction or binding?
-
02-12-2017, 08:04 PM #44Engineer-in-Training
- Join Date
- Jul 2016
- Location
- Pennsylvania, USA
- Posts
- 255
Hi
The origin is set in the firmware. It can be in any corner of the printer or it can be in the center of the heated bed. The simple way to locate the limit switches on the Pegasus was to put them in a way that gives you a back right or upper right origin. There is nothing wrong with doing this and it does not in any way mess up prints.
In any coordinate system the origin is 0,0,0 by definition (or 0,0 if it's a two axis system). The convention usually is that +Z is the "up" direction and X and Y are the left/right front/back axis. If you want your bed to be +X and +Y that gives the rest of it. On most printers the Y axis is the front to back one and the X axis is the left to right. There is no absolute reason why you could not do it a couple of other ways (possibly with negative numbers). It's a bit simpler to just stick with the conventional approach and move on.
Bob
-
02-12-2017, 08:40 PM #45Student
- Join Date
- Dec 2016
- Posts
- 29
I believe the firmware we loaded was Marlin1_0_2_Pegasus12.ino. Just manually moving the Z axis just now and it shows a position of 220 while it is actually about half way to the top. So it does appear to be going half distance, both steppers obviously since if they were different they would ind quickly. So what do you think?
BTW what does the FR 100% on the Marlin screen mean?
So when we leveled the bed with the 9 point method we used paper as the shim. So you are saying we need to adjust the Z offset in the slicer to do what exactly? Get to exact 0? Or actually move it up to whatever works well for a first layer?
-
02-12-2017, 09:05 PM #46Engineer-in-Training
- Join Date
- Jul 2016
- Location
- Pennsylvania, USA
- Posts
- 255
Hi
When you use a shim to level the bed, the shim has a thickness. Let's say your paper is 1 mm thick. After bed level, the Z=0 point will be 1 mm off of the bed of the printer. If I tell a print to start at zero, it will be printing 1 mm up in the air. Since the first layer probably is 0.2 mm, it actually will be printing at 0 point + 0.2 mm = 1.2 mm in the air. You need to take that 1 mm out of the system. You can do that one of two ways. One way is to enter it in the firmware and recompile with that number as an offset. The other approach is to tell the slicer what the offset is and let it do the gcode with the offset figured in. That way the print will start at -1mm + 0.2 mm = -0.8 mm and it will go down on the bed. Of the two approaches, I find the slicer approach easier since you will do a half dozen prints to refine the magic offset number before you get it right.
Have you tried moving the printer driver modules on the ramps board yet? My guess is that you have a problem with one of them. I don't know how Colin labels his firmware for the Deluxe model so no clue if it is easy to spot. In any case 4,000 is the right steps on Z. The other gotcha is a stepper driver that is set to to many micro steps. That's why I suggest swapping the drivers around.
Bob
-
02-12-2017, 09:54 PM #47Student
- Join Date
- Dec 2016
- Posts
- 29
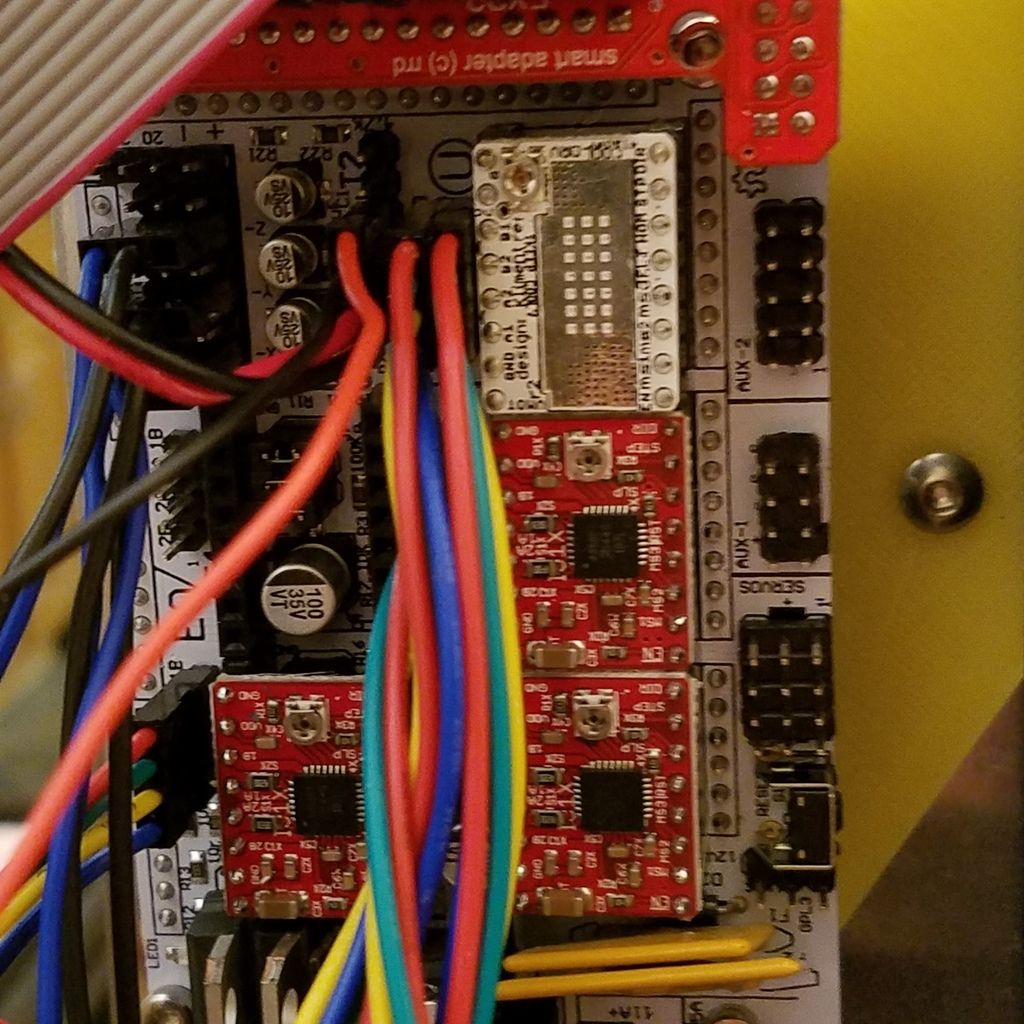
So looking at my stepper drivers the one driving the Z steppers is different than the rest, with no black chip. Can't be a coincidence. Wonder if Colin ran out and got some of these but it is a little different. I assume I can change the Zsteps to get it right but I don't know what the exact value would be for this chip.
-
02-12-2017, 10:36 PM #48Engineer-in-Training
- Join Date
- Jul 2014
- Posts
- 305
Real talk, once you level your bed, you should not be using a Z-Offset. The first layer of the print should be above the bed by a very small amount. For example, I use a feeler gauge with a thickness of 0.1mm. This position will read as 0 on the z-height. It is a little weird as it truly isn't at 0mm. Originally Posted by augerpro
This small manual offset must exist when printing, do not print with your nozzle at the print bed. Doing, this creates back pressure and your extruder will begin to skip steps. You need that small amount of space so the filament can flow from the nozzle to the bed.
The issue with your Z-Axis height is with the DRV8825 driver you see on the very top. That driver turns the motor at 1/32th of a step compared to the A4982 which runs at 1/16th. So your observation that the Z axis is only moving half the distance is 100% spot on.. To change this you can use a different driver, or change the e-steps in your firmware to 8000.
-
02-12-2017, 11:00 PM #49Student
- Join Date
- Dec 2016
- Posts
- 29
So spinning that knob from 4000 to 8000 is a waste oof time. I assume this value is in one of the .h files? So I should just edit it there, recompile with the arduino software, and upload to marlin?
Thanks for the help everyone!
-
02-12-2017, 11:02 PM #50Engineer-in-Training
- Join Date
- Jul 2014
- Posts
- 305
You got it. The other options is to switch to the A4982 driver. I attempted to use the DRV8825 driver and got weird artifacts. Originally Posted by augerpro
This is what you need to change:
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.19, 80.19, 400.00, 394.9}
These are my values, so do not follow them. But change the 3rd option to 8000.


 Reply With Quote
Reply With Quote





Ender 3v2 poor printing quality
10-28-2024, 09:08 AM in Tips, Tricks and Tech Help