


Results 3,201 to 3,210 of 4110
Thread: Qidi Tech 1 - Replicator 1 clone
-
09-19-2016, 08:09 PM #3201Super Moderator

- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 902
 Originally Posted by jfkansas
Originally Posted by jfkansas

With further testing - ABS with retraction settings of 1.4 and speed 50mm/sec with 0 restart and I get a near perfect seam.
Testing PLA with the same except -.25 restart. -.3 was a bit to much.
I wonder why ABS acts so different then PLA? I mean I get that they are two different materials but why does the print plop out the extra at the start of an extrusion and doesn't for the ABS? Is it the viscosity of the material? Maybe I am a little to hot on the PLA (210)?
-
09-19-2016, 08:19 PM #3202Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907

Ya PLA tends to be a little "runnier" especially when to hot of printing. 1.4 is always where I am at with ABS. What about the other settings like extruder hold? Ever find it?
Originally Posted by wirlybird
-
09-19-2016, 08:21 PM #3203Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 902
Originally Posted by jfkansas
Just looked, the QIDI has extruder hold and it is set to on.
I couldn't find it on the FFCP but I will look again.
-
09-19-2016, 09:13 PM #32043DPrintBoardPro Member
- Join Date
- Aug 2016
- Posts
- 262

I appreciate that.
It is good to know.
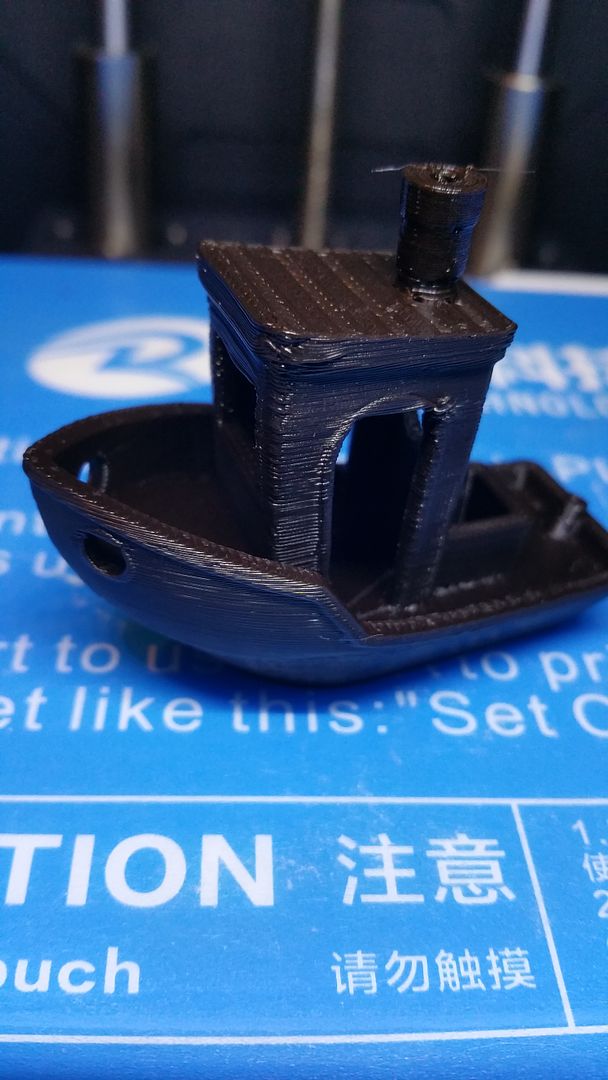
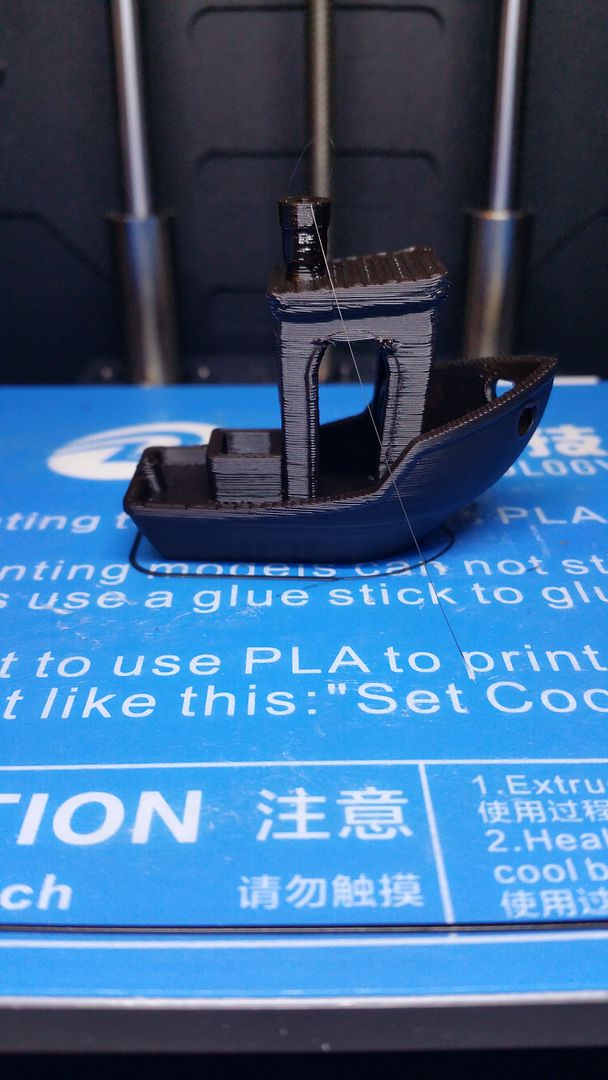
Finally had a chance to try again. I slowed the print speed way down to 25 mm/s, cooled bed to 50 and although better I still am getting some funky warping. Not a ton but enough to make me not comfortable with a larger more complex build in PLA.
[IMG]


 [/IMG]
[/IMG]
Originally Posted by DaveB
Editor in Chief
Bitsonline
Tips Appreciated But Not Expected
BTC: 16wxHvKd3oU6SVjv6FrenqhkvRmc8t7sPy
DASH: XqyaWxH896j9YeV1M35Gzb5gmRPmPbNDGq
-
09-20-2016, 07:32 AM #3205Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 902
Originally Posted by DaveB
Have you seen any difference over the stock one when using regular PLA or ABS?
-
09-20-2016, 07:38 AM #3206Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 902
Ok, so I printed this duct last night. http://www.thingiverse.com/thing:1597507
Looks ok sitting on the bed! Later I will see how it really came out. Only thing I am worried about is getting all of the support material out of it! Hopefully it will be easier than I am thinking.
Has anyone tried this one http://www.thingiverse.com/thing:1716089 Single, uses existing blower, improved ductwork for left blower.
or the original it was designed from? They claim prints come out much better.
I am looking for a dual setup to try a dual extrusion print.
-
09-20-2016, 10:10 AM #3207Engineer-in-Training
- Join Date
- Feb 2016
- Posts
- 360
I can confirm these carrigaes work for flexi-filaments. Originally Posted by wirlybird
Have run about 150grams of Ninja-flex and about 300 grams of semi-flex with these.
You should also notice no clogs or jams with ABS and PLA. Have not had a filament based muck-up since I have installed these.
-
09-20-2016, 11:08 AM #3208Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 902
Originally Posted by Syd_Khaos
What did you print them in? ABS or PLA?
What basic settings are you using for printing in ninja and for semi?
-
09-20-2016, 11:54 AM #3209Engineer-in-Training
- Join Date
- Feb 2016
- Posts
- 360
Printed mine in ABS. Originally Posted by wirlybird
For the flexi stuff..nozzle bit hotter than ABS, bed temp close to PLA...REAL slow print speed...even a bit slower than PLA.
-
09-20-2016, 12:30 PM #3210Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
With that extruder plastic I have printed as fast as 60mm/s with a specific combo of components. Jfkansas plastic, the older style drive gear that has teeth from end to end. Teflon lined thermal tube, and a P-3d coated brass nozzle. I haven't been able to replicate these speeds with anything else.
Currently since I am out of P3-d nozzles I am using a Microswiss all metal nozzle, that is mated to a stock thermal tube with PTFE. The PTFE is cut short and inner edge beveled and stops at the top of the Micro Swiss nozzle. Slow speed printing with this, around 30mm/s. But outlines and infill are set to 100% so everything prints at this speed.
Originally Posted by Syd_Khaos

 Reply With Quote
Reply With Quote









Completely new to 3d printing and...
06-13-2025, 01:52 PM in General 3D Printing Discussion