


Results 1 to 10 of 17
Thread: PETG Retraction tests etc
-
08-14-2016, 01:33 PM #1Engineer

- Join Date
- Jan 2015
- Posts
- 445
PETG Retraction tests etc
So i am working on finalizing my working set for PETG esun filament.
I can not seem to get even the tiny few fine hairs gone... otherwise its great.
please see pics for settings and results.
would love any help to finally get rid of those last hairs
thanks
http://s1132.photobucket.com/user/du...0print%20tests
-
08-15-2016, 06:37 AM #2Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,801
okay you've got print speed at 40mm/s and movement speed at 150mm/s.
At what point does it get a chance to retract the petg before the carriage zooms off somewhere else.
Try dropping your carriage movement down to the same as your print speed.
gives everything a chance to work before the print head crosses gaps.
your firat layer height is 0.36 mm - why ?
And you're only extruding at 87%
Got to say those are some really weird settings. They seem to cancel each other out - so why change them in the first place.
Can't see any temperature settings.
-
08-15-2016, 08:55 AM #3Engineer
- Join Date
- Jan 2015
- Posts
- 445
aardvark... thank you for the info...
First off. 245c.
movement speed I didnt realize previously , would have an effect on things. As fast as the hobbed bolt turns i thought it sucked up that filament faster, perhaps im wrong.
First layer - I was under the impression that you want to keep your layer heights a multiple of your nozzle size. mine is .4, so i chose a .24 layer height as a multiple. Thus making .36 (150%) the first layer. I actually realized that I took this down to 100% in my latest prints (but s3d crashed, so the settings didnt change). first layer height will be 100% and its a PERFECT first layer with where I have my Auto Bed Leveling set.
So ive tried extrusion multipliers from .87 to .94 with petg. I find my best measurements for this particular filaments are in the .87 range.. petg has a huge range of multipliers across manufacturers etc. I have some spools that are correct at .98
-
08-15-2016, 09:12 AM #4Senior Engineer
- Join Date
- Jun 2014
- Location
- Burnley, UK
- Posts
- 1,662
0.24 is not a multiple of 0.4
-
08-15-2016, 09:38 AM #5Engineer
- Join Date
- Jan 2015
- Posts
- 445
hahah, right you are.. i was thinking .04.. touche
-
08-15-2016, 09:48 AM #6Senior Engineer
- Join Date
- Jun 2014
- Location
- Burnley, UK
- Posts
- 1,662
It doesn't matter anyway if the layer height is a multiple of your nozzle size it is just not a good idea to exceed 80% of your nozzle size for the layer height.
The reason is that it doesn't get squished enough to make a strong bond to the previous layer if it cannot get enough plastic into the gap.
-
08-15-2016, 10:10 AM #7Engineer
- Join Date
- Jan 2015
- Posts
- 445
gotcha.. i never go above .3mm, mostly all .2mm anyway, so good info to know.
I modified some speed settings and am running a test retraction now.
let you guys know how it goes.. im sure youre losing sleep haha
-
08-15-2016, 12:13 PM #8Engineer
- Join Date
- Jan 2015
- Posts
- 445
so i went with extrusion width .4 (not automatic).
multiplier .93
layer height .2
first layer 100%
XY movement of 40mm/s to match printing speed.
Results are better .
Its probably considered pretty damm good for pETG, but if i am going to be printing some larger objects on a 16x16 bed i want to really get it dialed in.
-
08-15-2016, 04:50 PM #9Engineer
- Join Date
- Jan 2015
- Posts
- 445
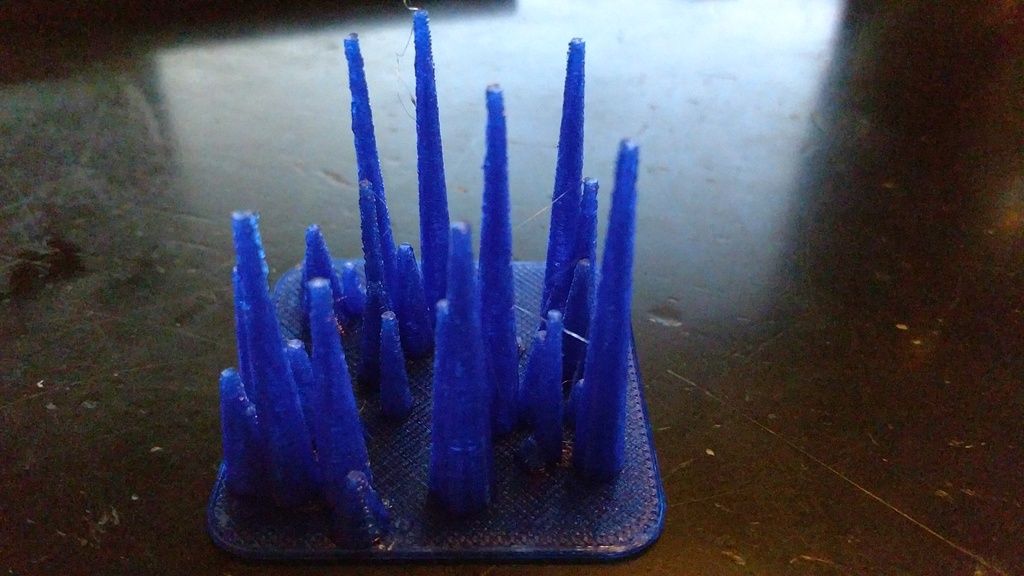
ok.. ran a couple more tests. one with a higher value of 2.0 for the retraction distance.. it made it worse.
then from the stock 1.2 that i was using down to .7 and it made it better again... strange that a lower value would improve the quality.
it seems 1.2 and .7 have about the same amount of stringing (pic above). not sure if i should try a coast or what.. cant seem to get rid of those last few hairs.
-
08-16-2016, 03:38 PM #10Engineer
- Join Date
- Jan 2015
- Posts
- 445
coasting makes it worse... damm..

 Reply With Quote
Reply With Quote




Design not printing solid
09-17-2024, 06:12 AM in 3D Modeling, Design, Scanners