


Results 1 to 10 of 19
Thread: FIlament jam/grind at height.
-
09-21-2015, 08:47 AM #1Engineer

- Join Date
- Jan 2015
- Posts
- 445
FIlament jam/grind at height.
Good morning... So im working with a client and every time i get to a certain (+ or - an inch) on this part it fails. It stops extruding, jams and grinds on the filament.
I dont know if it stops feeding because it buckled or if buckled because it stopped feeding.
here is a pic of the filament
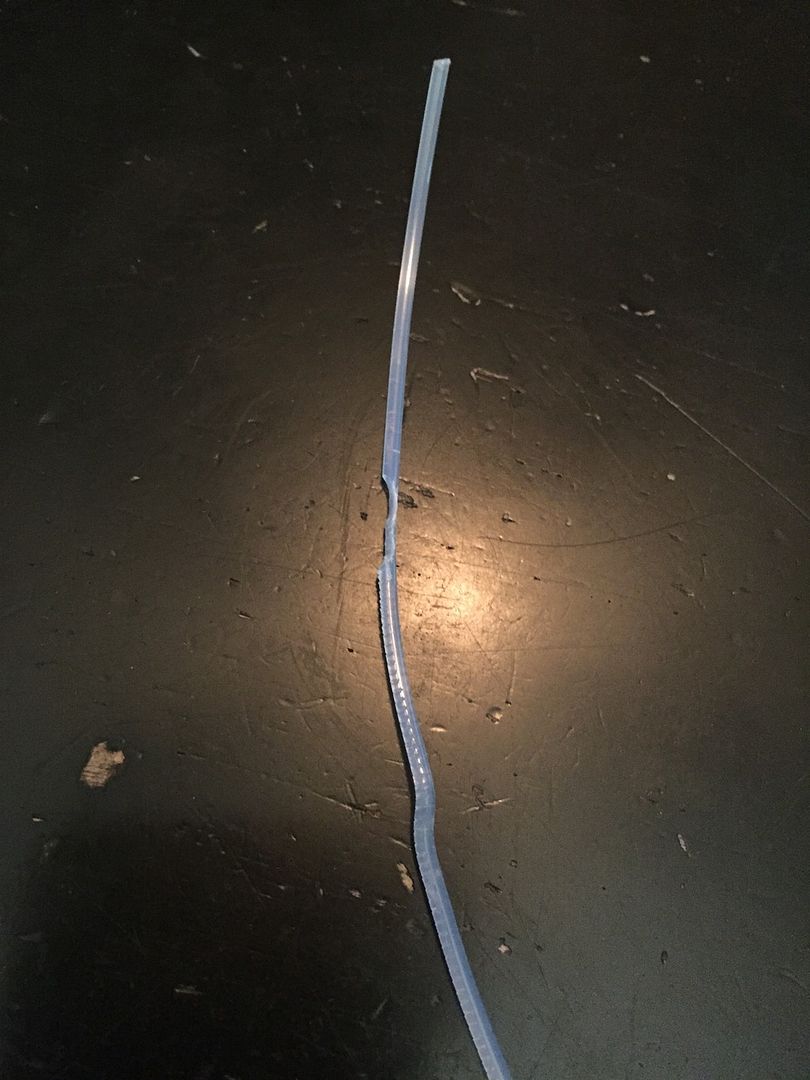
Ive tried to loosen the extruder screws to put less pressure on the filament. ive also tried to tighten it to put more pressure on it.
its failed 3 times... these prints are 25 hours each... it fails about 15-18 hours each time.
.2mm layers
75mm/s
215c temps (at high speeds i need the temps up there, and the bond is good and strong)
Would love to get a discussion going on why this is happening and how to perhaps remedy it.
thanks
-
09-21-2015, 09:53 AM #2Student
- Join Date
- May 2015
- Posts
- 3
I'd like to see a picture of the part you're printing, especially around the area where the filament jammed and at the bed directly below. My reasoning is that your jam might be caused by the part warping up off the bed causing the slight gap between the extruder and part to close up. I've had this happen innumerable times on large prints and the only cure I've found is to ensure that my part stays perfectly bonded to the bed. Tell tale signs of this happening would be any movement of the part (warpage) , as well as grooves in the upper layers caused by the extruder dragging through the plastic. Originally Posted by dunginhawk
Originally Posted by dunginhawk

As far as remedies go it depends on the part. In some cases I've had success simply by using more hairspray for better adhesion, or raising the bed temp to compensate for the heat loss due to the increased surface area. Recently I've gone to larger and larger brim settings to help hold my parts in place, or even adding more layers to the brim to make them stronger. As always a perfectly calibrated machine and a clean nozzle are required before setting up a large print job.
Mike
-
09-21-2015, 05:59 PM #3Engineer
- Join Date
- Jan 2015
- Posts
- 445
So its basically about 7 inches across at the bottom and it tapers at the top, its a cone essentially. it fails about 6 inches up. its failed at lik4 -6inches up. Originally Posted by midnitmike
Well, it just failed on a short print too, so something is going on. It is NOT the bed.. I can guarantee that.. the PEI surface im using is VERY good and i have to peel these things up with a putty knife. they are wicked sticky
I may clean out the nozzle and run some cleaning filament through it, or heat it up to 270 and just flush some cleaning filament through it. other than a partially clogged nozzle, i dont know what else it could be at this point. Unless this filament is bad (2 spools in a row) perhaps its diamter is bad but i dont think that is as likely.
-
09-21-2015, 07:24 PM #4Engineer-in-Training
- Join Date
- Jul 2014
- Posts
- 305
My printer was plagued with this problem until recently. If you read through this thread: http://3dprintboard.com/showthread.p...agon-vs-E3D-V6
It shows how I fixed it, I tried about 13 different things before getting it fixed. But at the end it was the fact that I am using 1.75mm filament and the extruder is optimized for 3.0mm. This means the tube that feeds the filament from the hobbled bolt to the extruder was way to wide. So after printing for a while it would flex inside of that tube and would not having a good feed and start to eat the filament. I solved this with a small piece of aluminum that reduced the diameter of that tube to 2.0mm's.
-
09-21-2015, 08:48 PM #5Student
- Join Date
- May 2015
- Posts
- 3
I can't tell you how many times I ran into this problem in the first two months of printing...hundreds would be my guess. In the end I traced my fundimental problem down to a dirty nozzle. That doesn't mean I didn't address other issues along the way like the hob-bolt and extruder block being designed for 3mm and not 1.75. I redesigned both, printed a new extruder block with the right size hole and made a new hob-bolt to fit the smaller filament. One day while I was cleaning the extruder I found a small hang-up between the nozzle and filament guide right where they meet in the heater block, chamfering the leading edge of the nozzle fixed that one. Originally Posted by dunginhawk
But like I said I eventually tracked down the real culprit and that was a few very small bits of PLA that I had used on my initial test run before switching to ABS. The higher heats needed for ABS carmelized (for lack of a better word) that PLA against the inside of the nozzle causing the majority of my air prints. It took a lot of soaking and cleaning to remove those little bits of burnt plastic, but I was rewarded with weeks and months of flawless printing afterwards. Now I periodically test my nozzle by pushing a piece of filament through by hand...anything other then a smooth easy extrusion means it's time to clean. Oh and I'll never run PLA and ABS through the same nozzle again!
Mike
-
09-21-2015, 09:14 PM #6Engineer
- Join Date
- Jan 2015
- Posts
- 445
You know, i did that.. or tried.. I have cleaning filament... so i ran the temp up to 260 and tried to run it through, JAM, repeat, JAM, repeat, JAM... then i ran through PLA and it flowed quite well.I pushed more and more through and it ran well. so im testing a print again.
I think the way i cleaned nozzles in the past was to use a blow torch and heat the tip than tap it to get gunk out. Cleaning them out is just such a mess.
I think though when i get my taz 5 tomorrow, first thing ill do is test the print, and if all is good, perhaps ill buy another single nozzle print head for use with only ABS, this one for PLA and so on.
-
09-22-2015, 12:57 AM #7Engineer-in-Training
- Join Date
- Sep 2014
- Location
- Brummen, Netherlands
- Posts
- 265
What kind of hotend are you using? I had a lot of problems of seemenly spurious jamming problems with a bowden E3D hot-end. I tried new cleaning, new nozzles, higher temps etc and finally nailed it down to too much retraction (S3D advised 8 mm for my delta rostock max clone). The filament would be retracted, be pulled up too far, and then jam in the cooler parts of the hotend. With higher melting filament like ABS this happened sooner than with PLA. This gave a jam which even my Bondtech feeder could not overcome (it has 17 KG pulling/pushing capability, it just pulls snagging filament off the reel with ease and without hickups in the printing) . E3D specifies at least (much) less than 5mm.
-
09-22-2015, 04:23 AM #8Engineer-in-Training
- Join Date
- Jun 2014
- Posts
- 349
I had jamming too from too much retraction. Caused a flattening of the filament which got stuck in the pathway to the nozzle. Solution was to use only one of the two springs that holds the idler to the filament, and, use less retraction.
-
09-22-2015, 08:09 AM #9Engineer
- Join Date
- Jan 2015
- Posts
- 445
using a hexagon hotend... I can see the retraction being an issue... I think the old version of s3d had it set to like 1mm/s and the new version has it set to like 18 or 20, or something like that. Originally Posted by 3DPBuser
I took the nozzle off just now and it looks clear of debris. i can clearly see light all the way through.
However, pushing a piece of filament through from the top still stops before coming out the bottom, which with the nozzle off it should be clear right?
so the hobbed bolt... can/should this be turned around????
reason i ask is you think you would want the grooves going the other way to grab the filament right? can it be turned around? its been a while since i assembled it.
-
09-22-2015, 08:33 AM #10Super Moderator
- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,183
I would get out a micrometer and check that the filament is uniform in thickness. I have two more than half full rolls I set aside. They would work perfect and then all of a sudden this exact thing would happen. It was too hard to push through the extruder and the hobbled bolt would chew enough material off that there was no way the filament could continue.
Over sized filament can do this very easily. A .1mm difference in size is probably enough to make this happen, but that amount will vary from machine to machine.


 Reply With Quote
Reply With Quote






Ender 3v2 poor printing quality
10-28-2024, 09:08 AM in Tips, Tricks and Tech Help