


Results 1 to 10 of 22
Thread: PETG Printing Issues !!!
-
09-28-2015, 08:13 AM #1Engineer

- Join Date
- Jan 2015
- Posts
- 445
PETG Printing Issues !!!
Good morning folks.. so im working on PETG, as I think its a great option for parts for my customer.
Ive had some successful prints in calibration cubes (but they dont have many retracts etc).
THe first actual part im testing did not turn out great.
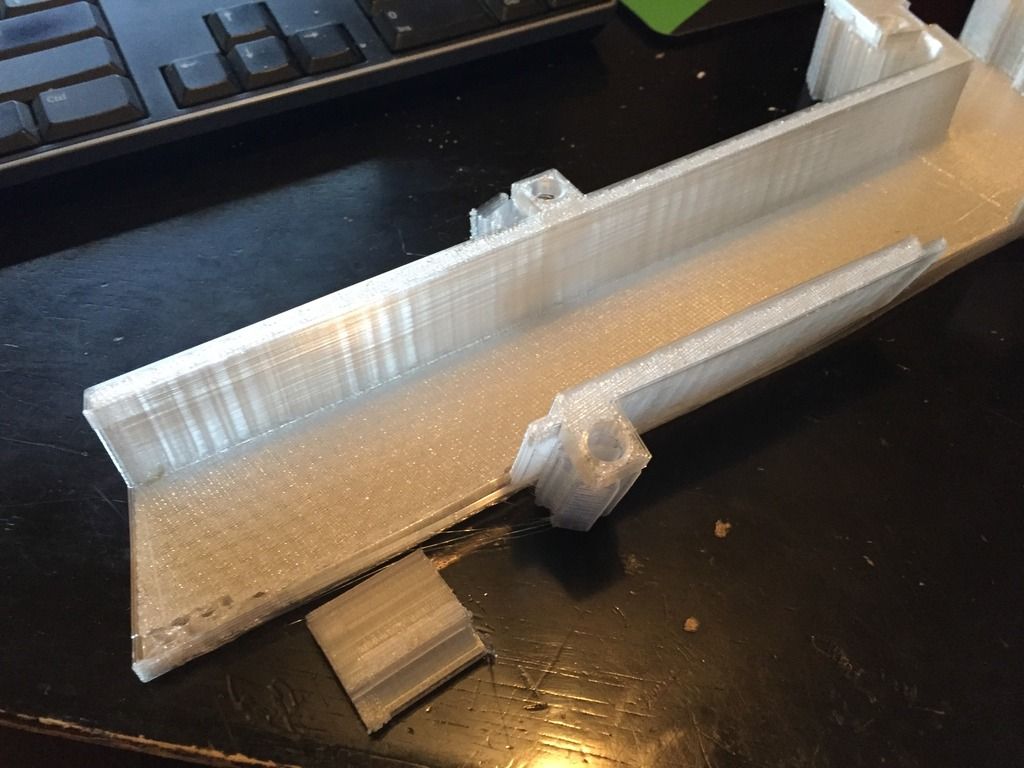
1. Starting with the very first layer, after the outside shell 2 layers were layed down the rest of the inside never quite reached the edge to bond with it. It caused the outside layer the entire way up the print to not be bonded well. You can see it in the first picture below it actually bubbled out.
2. Weakness. THe piece i broke off, the other piece I broke off... Its just not strong. Do I need to be printing hotter? Im printing about 230 (esun clear petg). Ive been told hotter is a better bond for this stuff of course, but ive also seen that anything above 235 the filament gets super cloudy and not clear at all... Not a big deal for production, as ill be using white. Just saying
3. Retraction settings are 22mm/s 1.7mm retraction, and 5mm wipe distance... still had 2 big globs on the print.
I really want to dial this filament in. any help would be great.
Taz 5
No layer fan on
230 degrees
bed 90
35mm/s
THanks

-
09-28-2015, 08:55 AM #2Staff Engineer
- Join Date
- Nov 2013
- Location
- Atlanta, GA
- Posts
- 1,085





[QUOTE=dunginhawk;69441]1. Starting with the very first layer, after the outside shell 2 layers were layed down the rest of the inside never quite reached the edge to bond with it./QUOTE]
duninghawk,
In Slic3r, set your Print Settings > Advanced > Overlap > Infill/perimeters overlap to a higher setting. I use 10%. This compensates for the infill deposition not quite meeting the perimeter deposition.
There should be a similar setting in other slicers.
For the rest, I use 35% hexagonal infill for everything that's not hollow. I can't help with your retraction, we do it differently (pulses to motor, rate and dwell time).
-
09-28-2015, 09:27 AM #3Engineer
- Join Date
- Jan 2015
- Posts
- 445
Davo.. Thanks for the response... I am using 15% overlap anyway... Perhaps I need to up that even higher. Although the guides ive read dont suggest going higher. Strange. the rest of the part is not bad. I think i just need to raise the temp to get the bonding better.
-
09-28-2015, 09:50 AM #4Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,816
I did print some pet a while a go.
Can't honestly remember what temp I used but 245 seems to ring a bell.
Definitely didn't have any bonding issues.
hang on it's in a thread here somewhere - brb
What kind of search won't let you use 3 letter words or acronyms ? This forums poxy search facility is the answer.
yahoo search works better - but in the end I just went to my profile and threads started :-).
And yep - at 230 it does just fall apart.It's printing great on pet tape. I initially printed the clip at 230. And it just fell to bits, the pla one was bendier and more durable.
So I'm printing another one at 245. To see if I was having layer adhesion issues with the first one.
But is there any definitive way to tell if it's abs or pet ?
ps. second clip definitely a lot better. Bends way past the point the last one broke at.
Try it at 245.
Far as I can remember, I printed about 10 clips and none have broken yet.Last edited by curious aardvark; 09-28-2015 at 09:59 AM.
-
09-28-2015, 10:30 AM #5Staff Engineer
- Join Date
- Nov 2013
- Location
- Atlanta, GA
- Posts
- 1,085
I usually use google to search sites:
https://www.google.com/search?client=opera&q=pet+site%3A3dprintboard.com
-
09-28-2015, 10:43 AM #6Engineer
- Join Date
- Jan 2015
- Posts
- 445
Thanks curious. ILl try running a bit hotter. I love the flex this stuff has and if i can get it dialed in im sure it will be better than ABS or PLA by a long ways. However im off to Home depot to buy a shelving system and some PLexi to build an enclosure anyway
Curious, what layer height did you print at? did you have any issues getting your inside to adhere to your shells? i have a gap even with a 15% infil overlap. Ive heard you dont want to squish PETG, but it looks like thats the only way im going to get out to the perimeter. which is fine.
-
09-28-2015, 11:05 AM #7Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,816
for the clips i printed at 0.2mm
according to simplify3d I use an outline overlap of 20%
I've never messed with it and never had any issues.
-
09-28-2015, 12:19 PM #8Engineer
- Join Date
- Jan 2015
- Posts
- 445
did you smoosh your bottom layer a bit? or just a standard pancake style?
-
09-28-2015, 01:22 PM #9Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,816
none of the above :-)
Just printed them. no brims, rafts or pancakes were involved.
It sticks to pva covered pet tape with no problems.
-
09-28-2015, 02:00 PM #10Engineer
- Join Date
- Jan 2015
- Posts
- 445
bed adherence isnt a problem.. PEI works quite well for it, im just not getting layer bonding, which will be helped by higher temps... ill try some things out
thanks



 Reply With Quote
Reply With Quote






Resin has changed after...
06-18-2024, 10:34 AM in General 3D Printing Discussion