


Results 1 to 4 of 4
Thread: PETG filament printing issues
-
01-14-2022, 12:49 PM #1Student

- Join Date
- Jan 2022
- Posts
- 2
PETG filament printing issues
Hi guys im trying to print with PETG filament. i printed with PLA before without issues. But with PETG i have some kinda bloby printing even on the first layer. I can't properly describe it so adding a photo.
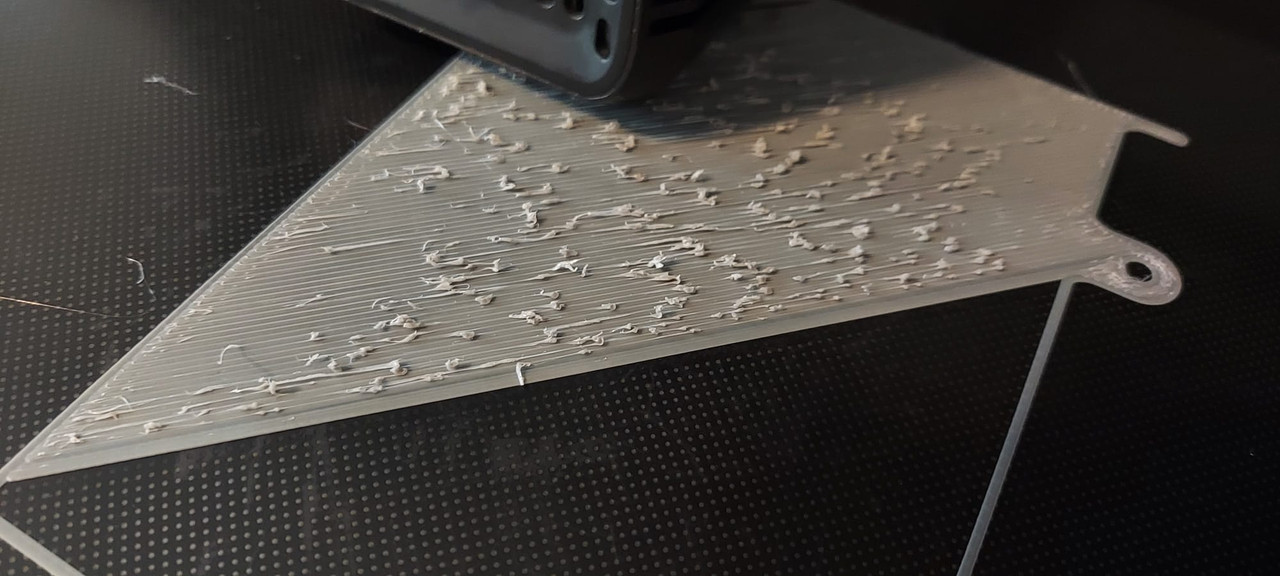
Does this photo rings bell to anybody? Is the nozzle/bed temperature too high low? or its the moisture issue? or something else? or just bad filament brand?
This is Voxelab Aquila 3D printer and 1.75mm PETG filament.
filament manufacture suggested nozzle temperature is 200-220°C, im printing at 215
suggested bed temp 60-80°C im printing at 80
my room temperature is 70F and humidity is 53%.
I opened the filament pack yesterday. so it shouldn't be too moist.
-
01-15-2022, 12:50 AM #2Student
- Join Date
- Jun 2020
- Posts
- 12
Looks like the nozzle is too close to the bed and the filament is too squashed leading to poor extrusion with backed up filament in the hot end. PETG requires greater distance from the print surface compared to PLA. 215 seems low temp and the 200-220 degrees C is surprisingly low for PETG. 230-240 is more the norm for genuine pure PETG (perhaps yours is a composite). 80-85 bed temp is good.
-
01-15-2022, 10:19 PM #3Student
- Join Date
- Jan 2022
- Posts
- 2
@Titan, Thank you for your response. this is the filament btw
I lowered the bed and bumped up the temp to 230 as you suggested. It did help the issue. It still have some string and blobing but lot less.
It also jam the nozzle couple of times
As far as PTEG printing goes, does increasing nozzle temperature helps nozzle jam? or it make it worse?
-
01-16-2022, 04:51 AM #4Student
- Join Date
- Jun 2020
- Posts
- 12
Within the Amazon reviews of that product there are lots of reports of people being sent PETG when they expected PLA. Seems the company are a little disorganised etc. and, as PETG generally has a print temp of 230-250 it further makes me wonder if it’s pure or a mix of other composites too. It doesn’t matter as long as it prints ok, but it may mean you have to play around with settings to dial it in well.
If PETG strings lots then the nozzle is too hot. But if you’re getting excessive stringing at 230 it suggests there’s an issue with the filament.
If your nozzle is internally clean and jammed on first layer it suggests you may still be too close to the bed. If it jammed later on during the print and the filament is legit PETG it suggests the temp is still too low. It also could be that your printer is over extruding (trying to push out too much filament). This can be adjusted in the slicer before you create your gcode print file.
Slowing the print speed (cut it by up to half etc.) can help alleviate issues with poor quality filament. If it prints better at slower speed try increasing the temp some more and gradually reverting back to more ‘standard’ speeds.
Just be aware you don’t want to increase temps too high so you experience heat creep (the filament melts too high up and jams the feed throat of the extruder).
Try adjusting all those settings until you dial it in ok. Good luck

 Reply With Quote
Reply With Quote



Please explain to me how to...
Yesterday, 02:43 PM in 3D Printer Parts, Filament & Materials