


Results 61 to 70 of 174
Thread: My First CoreXY
-
04-06-2021, 05:09 PM #61Staff Engineer

- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248

We need to hold a conversation on print speeds. My rigs can print fast. My extruders can move a lot of filament fast, ..... Until we begin to go bigger on the nozzle sizes and layer heights. And now we are pushing a lot more filament at a given speed. And I have to slow my rigs down so they can lay down all that filament. I am going after a mosquito magnum for my next hotend and I will see how much that helps. But we should post up nozzle size and layer heights when discussing print speed just like we should post up acceleration and jerk/junction deviation settings when bragging on print speeds. With thick layers and large diameter nozzles the filament moves so fast through the extruder it just doesn't have time to melt.
-
04-06-2021, 10:17 PM #62Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Prusa has some good numbers for Prusament filaments run through their machines. I don't use their filaments and I am personally horrified at the thought of maxing out at 8mm3/s.
In preparation for the frame changes I now plan to make I want to further brace the vertical beams so they can be more positively located without any upper support. For this effort I have made these triangles..
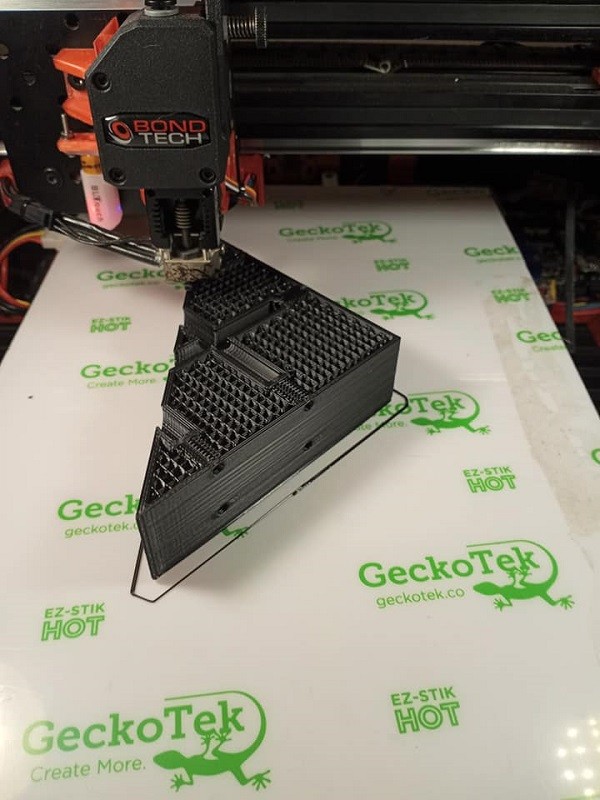
They are made from PETG and are 120mm X 120mm. These will compliment the inside corners I am already using and each one will be held in place with 8 m4x20 screws and t-slot nuts..
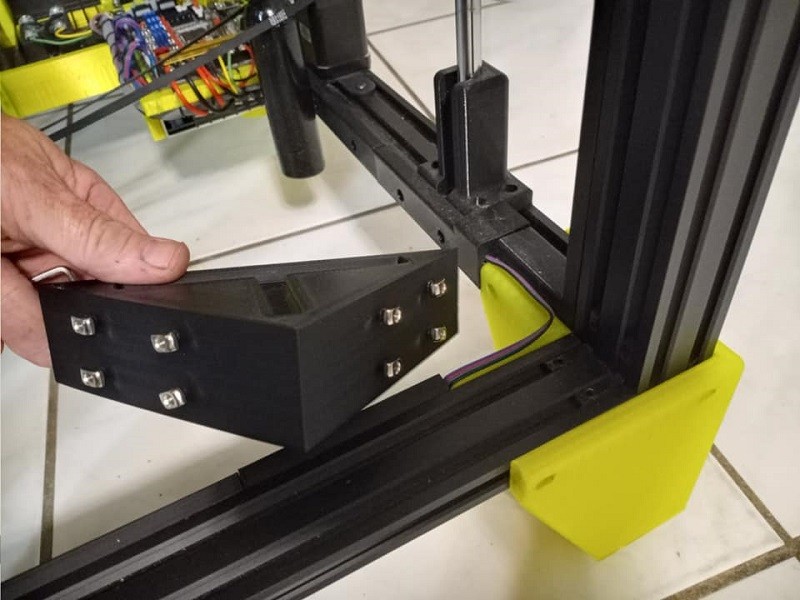
I need 4 of these for the front and rear and have 120mm X 80mm for the 2 sides as the smooth rails for Z limit how far out my corners can go. Here is one all bolted down and ready to go..
-
04-07-2021, 10:05 AM #63Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
yeah - well generally I'm using pla at 205c and with a 0.4mm nozzle and happily printing at a max of 150mm/s and on the same profile a minimum of 120mm/s with about 50% going down at 120mm/s
A surprising amount is done at 150, it's interesting watching the control panel as it tells you what speed it is currently using. And for most prints it's 90% either 120 or 150. Obviously first layer is a lot slower.
I did increase all the speed percentages for the various areas of the print. So My minimum is now 80% of max speed and 100% for everything else.
These are clean prints, not injection moulding smooth - but as good as most of the prints I see online.
That's mainly with the sapphire pro 2 corexy.
The delta will print 0.4mm layers with a 0.5mm nozzle at 150mm/s - but it's pretty rough.
If you pop the pla up to 215 you get good layer adhesion and I have made practical and strong prints at those settings.
And the difference between a 0.4 and 0.5 mm nozzle is both less than you think in terms of achievable detail and faster in terms of plastic laid down.
And yes I have printed working 40mm iris boxes on the delat. But at about 50mm/s - not the totally awesome 150mm/s the sapphire will knock them out at.
That's just the sheer precision of the corexy setup.
Petg - I can print cleanly at 100mm/s - but generally go down to 75 for anything with any kind of details.
PET - ah now that's an interesting one.
I did 2 sets of prints with clear pet yesterday on identical settings.
One set was brittle as glass and just snapped. The other was bendy at the bit that broke on the other batch.
So I think i need to up the temperature on that.
I have no clue about cm3 per min.
Mainly because I can easily visualise a speed per second but find it a lot harder to visualise cubic centimetres.
The number of time sin 3d printing I've read a 'definite -this is how it is' statement on filament or printing speeds and then just plain proved it wrong, has got kind of silly over the years.
It's all a balance between material viscosity, heating speed and extrusion speed.
So far - with pla certainly - I have yet to find a limit that is imposed by the material and not by the machinery itself.
I can't get simplify 3d to go faster than 200mm/s. No matter how high you set it, the numbers simply refuse to increase on the previews.
I did get a useable 200mm/s out of the cheapo plywood i3.
Made some perfectly functional trolley keys.
Why it won't lt the sapphire go as fast I don't know. Hell I', even using the same basic profile :-)
At some point I need to start looking at larger nozzle sizes (god knows I have enough of them).
And at the 0.8mm and 1.00mm diameter point you start getting into tricky thermodynamic areas.
Not just getting the material to temperature fast enough - but, far more importantly - cookling it down fast enougn to prevent the bead 'slumping' before it sets.
As far as acceleration and jerk goes - I have never ever touched those on any printer, so they are either perfect as they come or just crap talked about on youtube :-)
My standard infill and perimeters are: 3 perimeters and 3 top and bottom layers with 15% infill.
I've not noticed that changing those has any effect on speeds.
Obviously the top and bottom layers change when using thinner layers.
Also when i remember to change it, I set the movement speed the same as the porint speed. That reduces the start and stop effect other people seem to like. Keeping the head moving at the same speed reduces vibration and helps with layer placement and just gives you a much smoother print all round.
maybe that's why I don't need to mess with acceleration and jerk.
Basically it's logical.Last edited by curious aardvark; 04-07-2021 at 10:25 AM.
-
04-07-2021, 12:22 PM #64Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Ya I am noticing it is hard to even find settings for acceleration jerk or junction deviation in S3D. It is a thing in other slicers. With the Big Red printer I am printing the PETG at 64mm/s. And it prints nice without a layer fan. I still need to design a part cooling fan mount for my BMG-M/Mosquito mount. Damn my laziness. I am not usually a procrastinator but this will be my first fan duct design. Well I got the TronXY right behind it so I need to get on it.
I think if I had a good layer fan I could raise the print temps higher and ultimately raise the print speed but as currently configured this is my sweet spot making my Big Red printer overbuilt to say the least. Well, that is a learning curve for me. My rig still prints in a much reduced frame of time because the thicker nozzle diameter and layer height drastically reduces the Gcode. And so while moving slower I still finish notably faster. The genuine HIWIN rails and high end extruder keep the resolution decreases from getting ugly.
One weird trait to my current configuration is because of what the specific limiting factors are I can print at this speed. 64mm/s. on every move putting down filament. No reductions in speed anywhere. Not even for first layer. The Gecko Tek build surface is awesome for that. and my X and Y movement speeds are set to 120mm/s. Why are yours at 100? Isn't that supposed to be higher than the print speed?
-
04-09-2021, 12:05 AM #65Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
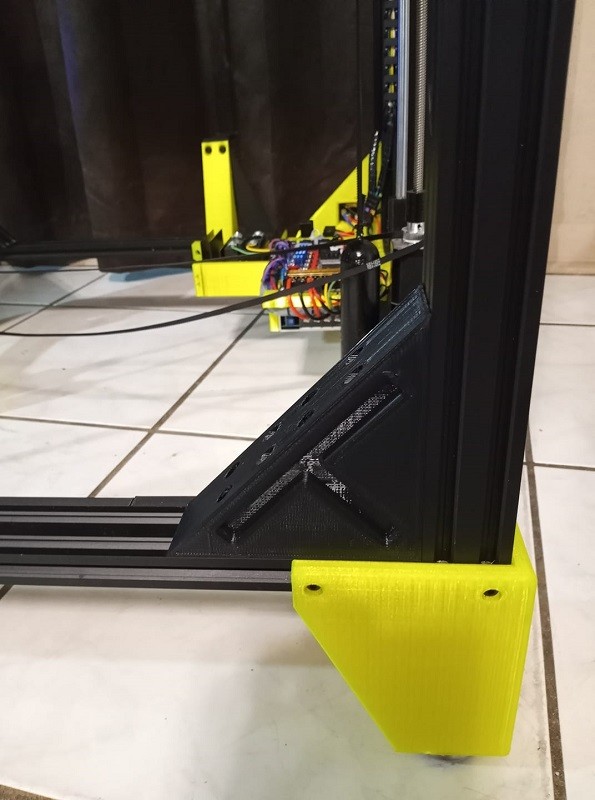
With all the lower corners in place I have turned the top square of the frame 180 degrees and then removed the front top bar..

Now I need to make some mounts for the X and Y motors as they would have mounted to the bar that I removed. And I have to figure out how I am going to remount the hotend carriage so it faces the front and lets the nozzle reach all the way to the rear of the bed. But this will be a lot easier to retrieve prints from. And clean the bed.
-
04-09-2021, 10:40 AM #66Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
Not that I've ever noticed. And i still watch prints a fair bit - after all these years, I still find the whole process fascinating. Originally Posted by Martin_au
Originally Posted by Martin_au

Given that your thermal gradient calculations are nonsense comnpared to my normal print speeds, somebody's got something wrong.
Over the years the quality of even the cheapest pla has massively increased and whatever mysterious undisclosed additives are being used, have definitely improved viscosity and flow as well as the temperature gradient the material can be printed at . So maybe they 'calculations' still using old, redundant values.
does the firmware make a difference to acceleration and jerk settings ?
I think the corexy is on a customised version of marlin - but all the other machines use different firmwares. And I'm not a fan of marlin at all.
I'm tempted to try smoothie ware on it - but, hey why change what isn't broke :-)
@autowiz lol The settings in that screen grab were actually for a 120mm/s print
Sometimes i remember to change travel speed - sometimes I don't.
And with flexible filaments I always have every setting at 100% whatever the main speed is.
I really need to do some proper temp and flex testing with pet.
Those prints I did the other day were just weird, and I got to thinking - had I changed anything ?
Honestly don't know. But one lot were a lot more brittle than pla and the other lot bent and flexed like nylon. Both sets looked identical.
It's really only of any use to me if I can guarentee the 'tougher' version is the result of the print.
have a look at my little 'turbo' nozzle setup I use on the delta.
It's one 30 mm fan and it cools a 0.5mm wide bead at 0.4mm layer heights and 150mm/s 210c - without any problems.
The entire thing weighs in nat around 10 grams
It uses a tapering, focussed nozzle with inlet holes.
The theory being that the air going down the nozzle is faster and thus lower pressure and less dense than the air outside the nozzle, so extra air is sucked into the nozzle increasing the overall air flow.
I've never seen anyone else use a similiar design. I also like that I can switch and change nozzles should I ever need to.
Like many things I make - it's based on logic, mostly logic works :-)
It's the same principle that aircaft wings use to generate lift.
All I can say is that I get a lot more and better cooling than any other setup I've seen for the delta. And if it works, don't change it :-)
Use a couple of focussed turbo nozzles with a pair of biggish turbofans - and you should have some serious cooling effect: https://www.thingiverse.com/thing:2386628
Oh and these things were printed at 150mm/s and 0.4 layer height. rough but functional. It says 100mm on the page, but mostly i use 150 - I might have put the posh ones up for the photos: https://www.thingiverse.com/thing:2597201Last edited by curious aardvark; 04-09-2021 at 10:59 AM.
-
04-09-2021, 11:11 AM #67Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
I like that spool design CA.
-
04-09-2021, 08:25 PM #68Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
How much would you spend on your extruder? I had to wait a while while I paid down the credit cards and now I am ready to dig some new holes. So check out the shopping cart at Bondtech's website..
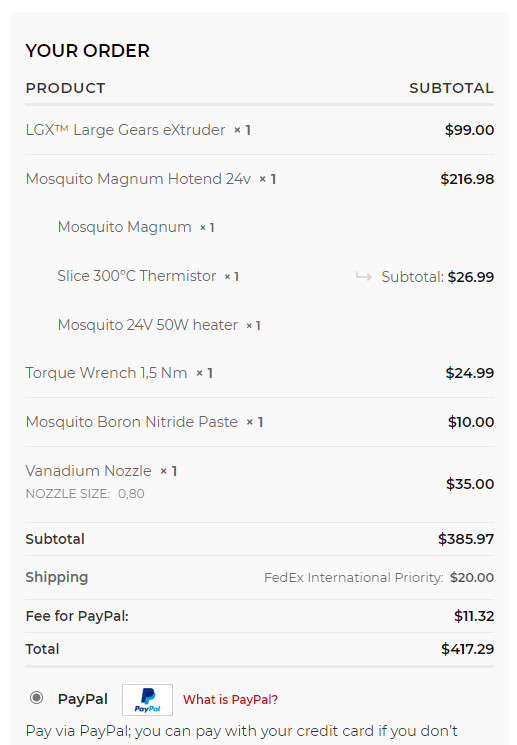
I can not wait to see how the magnum performs. I am so happy with my regular Mosquito with 0.6mm nozzle. I swear it is the best setup out there.
-
04-09-2021, 09:16 PM #69Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Ya but the dragon uses that groove mount and the Mosquito bolts in place with a few screws. The big difference here is gonna be how many hands it takes to change a nozzle. With the mosquito it is always a one handed affair. No holding the hot hotblock careful not to hurt thermistor wires and all that happy B.S. Slice Engineering really has their stuff down.
-
04-09-2021, 10:50 PM #70Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Ok so I will teach you this time. But then you need to calm down on trying to correct everybodys post. Just here in my threads OK?? So the dragon has 2 tiny little shit screws that are meant to hold a groove mount adapter or maybe be screwed directly to something but not withstanding any torsional loads. Or have you never held one in your hand and see these screws? So anyways, the Mosquito does have these screws to mount the hotend but it also mounts on these dowels so it can easily and comfortably handle torsional loads of installing and removing a nozzle. This is a proprietary Slice Engineering thing. Here is a view of the top of the mosquito hotend. The dowels are on the extruder and the dragon will not use the raised surfaces around where the screw holes are on a Bondtech extruder meant to work with a Slice Engineering hotend..

And here is a dragon with the groove mount removed..

And just to help you visualize the issue you are gonna run into doing like you suggested here is the mating surface of the LGX extruder..

Now ya sure maybe you can live with that little gap between the extruder and hotend and who knows maybe it won't become a point of jamming. But it sure as hell won't be as strong as the part that used them dowels, wouldn't you say? And even if it all did work, it would just look out of place and weird, no? to have these mis matched parts that won't even mate up to each other properly? I mean is that how you build your printers? I hope not buddy.

 Reply With Quote
Reply With Quote




Ender 3 Neo - Jam Problem
05-08-2024, 03:06 PM in Tips, Tricks and Tech Help