


Results 141 to 150 of 255
Hybrid View


-
12-13-2014, 07:23 PM #1Staff Engineer

- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,437

RUNNING SUMMARY OF CONFIGURATION SETTINGS
I dug into and adjusted several of the Marlin and slicer configuration settings after completion of the Make: benchmark prints. Some of the changes are a result of thread Marlin Motion Related Configuration.h Settings for MakerFarm i3v. The following summarizes either the current settings or the settings I last used with particular software. Note that information that follows in code dialogue boxes is simple text with comments, organized to follow the user interface structure for the applicable software. It is not an INI or other data file that can be used as is.
Anyone with suggested adjustments are welcome to post about them or send me a PM.
REPETIER-HOST/CURA ENGINE
I'd been using Repetier-Host with Cura Engine for several months, so I naturally started refining settings with this combination. As I was trying to optimize print settings, Cura became a limiting factor since it doesn't allow setting different speeds for internal infill (ideally printed fast) and solid layers like the top (ideally printed slower for quality).
Jan 11 2015: DEFAULT_STEPS_PER_UNIT back to 4000 for Z since stepper driver is reconfigured back to 1/16 microsteppingCode:Printbus Repetier-Host & Cura Engine configuration summary 11 Jan 2015 *** MARLIN DETAILS *** dacb fork for MakerFarm as of Sept 28 2014; personalized motion related changes: HOMING_FEEDRATE {100*60, 100*60, 2*60, 0} marlin_main.cpp homeaxis() feedrate in 3rd phase of homing reduced from /2 to /4 to negate faster HOMING_FEEDRATE DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 4000, 900} DEFAULT_MAX_FEEDRATE {250, 250, 2, 15} (see Marlin settings thread) DEFAULT_MAX_ACCELERATION {750,750,500,500} (see Marlin settings thread) DEFAULT_ACCELERATION 750 (see Marlin settings thread) DEFAULT_ZJERK 10 (see Marlin settings thread) DEFAULT_EJERK 10 (see Marlin settings thread) MANUAL_FEEDRATE {100, 100, 2, 5} (want less than or equal to DEFAULT_MAX_FEEDRATE; 5 is about the limit on 1.75mm, 3mm requires lower) *** REPETIER-HOST v1.0.6 CONFIG PRINTER SETTINGS - Printer dialogue *** Travel Feed Rate: 15000 mm/min (to match 250mm/sec Marlin setting) Z-axis Feed Rate: 120 mm/min (to match 2mm/sec Marlin setting) Manual Extrusion Speed: 5, 5 mm/sec (300 mm/min, not sure why there are two values; 5 is about the limit on 1.75mm, 3mm requires lower) Manual Retraction Speed: 5 mm/sec (to match 300 mm/min extrusion speed) *** REPETIER-HOST v1.0.6 CONFIG PRINTER SETTINGS - Extruder dialogue *** Number of Extruder: 1 Max Volume per second: 10mm3/sec following recommendation suggesting between 8 and 10 for 0.4mm tip Extruder 1 diameter: 0.4 mm *** REPETIER-HOST v1.0.6 CURA ENGINE - Print Speed & Quality dialogue Print speed: 50 to 100 mm/sec (unclear where this speed is applied) Travel speed: 250 to 250 mm/sec (DEFAULT_MAX_FEEDRATE for XY) First layer speed: 30 to 50 mm/sec Outer perimeter speed: 30 to 60 mm/sec (kept low for print quality) Inner perimeter speed: 40 to 80 mm/sec Infill speed: 50 to 80 mm/sec (note Cura applies this to bridging and top layers) Layer height: 0.2 mm (only a 0.2mm quality has been defined) First layer height: 0.35 mm (just seems to work with nozzle adjusted to snug paper clearance) First Layer Extrusion Width: 125% *** REPETIER-HOST v1.0.6 CURA ENGINE - Print Structures dialogue Infill shell thickness: 1.2 mm (value leads to 3 shells with 0.4mm nozzle) Infill Top/Bottom Thickness: 0.55 mm (value leads to 3 top and bottom fill layers) Infill overlap: 5% (reduced until infill didn't ripple through outer wall) Infill pattern: Automatic Infill Solid Top and Solid Bottom both checked Support Pattern: Grid Support overhang angle: 60 degrees Support fill amount: 15% Support distance XY: 0.7 mm (only minimally tested) Support distance Z: 0.15 mm (only minimally tested) Skirt Line Count: 2 Skirt distance: 3 mm Skirt minimum length: 150 mm Brim Width: 3 Skirt Distance: 3 mm Minimum Skirt Length: 150 mm Raft settings (undetermined; raft has never been used) G-code Flavor: RepRap (Repetier/Marlin/Sprinter) *** REPETIER-HOST v1.0.6 CURA ENGINE - Print Extrusion dialogue Spiralize Contour: unchecked (have not had good results with this enabled) Minimize Crossing Perimeters: checked Enable Retraction: checked Retraction speed: 15 mm/sec (consistent with E feedrate in Marlin settings thread) Retraction distance: 1.5 mm (but still seeing very fine strands remaining) Minimum travel before retract: 4 mm (depends on print) Minimum Extrusion Before Retract: 0.02 mm (depends on print) Z Hop: 0 mm (Z hop adds considerable print time on screw-based Z axis) Cut Off Object Bottom: 0 mm Nozzle Diameter: 0 mm (0 value says to use printer settings) Multi Extruder Settings: (undetermined; multiple extruders not present) Cooling fan full at height 0.5 mm Minimum speed: 0 mm/sec (print dependent, varies with layer size and cooling approach) Cool head lift : unchecked (print dependent; often used on very small prints) *** REPETIER-HOST v1.0.6 CURA ENGINE - Print Advanced dialogue Mesh Errors: All unchecked (Combine Everything type A observed to have bad effects) *** REPETIER-HOST v1.0.6 CURA ENGINE - Filament dialogue Filament diameter: 1.74 mm (filament dependent) Filament flow: 100% Print emperature: 220 degrees C (filament dependent) Bed temperature: 70 degrees C (filament dependent) Cooling Min Fan Speed: 5 % (usually manually controlled) Cooling Max Fan Speed: 25 % (usually manually controlled) Minimum Layer Time: 2 sec (print dependent; varies with layer size and cooling approach) *** REPETIER-HOST v1.0.6 CURA ENGINE - Print Settings Adhesion type: none (print dependent; Brim used on prints with low bed surface area) Quality: 0.2 mm (only a 0.2 mm quality has been defined) Support type: none (print dependent) Speed: Slider set for 75mm print speed results in outer perimeter speed 45 mm/sec and infill speed 65 mm/sec Infill density: 20% (print dependent after gcode evaluation in gcode.ws viewer) Enable cooling: unchecked (manual controls normally used for varying print cooling speed) Filament settings: Extruder 1 (set to whatever filament definition is to be used)
Jan 3 2015: Updated to final RH/CE settings before switching to Simplify3D software
Dec 25 2014: Added note that 5mm/sec manual extrusion feed rate is about the limit for 1.75mm filament
Dec 15 2014: Added DEFAULT_XYJERK tweak to the Marlin category (missing in original list)
------------------------------
REPETIER-HOST/SLIC3R
I briefly gave SLIC3R another try before moving on to Simplify3D software. I saw no improvement in Slic3r's tendency to hang or take far too long on slicing complex objects, and Slic3r also still seemed to require more moves and retractions per layer than Cura did. I used Slic3r 1.1.7 that was included with the Repetier-Host v1.0.6 distribution.
Jan 11 2015: DEFAULT_STEPS_PER_UNIT back to 4000 for Z since stepper driver is reconfigured back to 1/16 microsteppingCode:Printbus Repetier-Host & Slic3r configuration summary 11 Jan 2015 *** MARLIN DETAILS *** dacb fork for MakerFarm as of Sept 28 2014; personalized motion related changes: HOMING_FEEDRATE {100*60, 100*60, 2*60, 0} marlin_main.cpp homeaxis() feedrate in 3rd phase of homing reduced from /2 to /4 to negate faster HOMING_FEEDRATE DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 4000, 900} DEFAULT_MAX_FEEDRATE {250, 250, 2, 15} (see Marlin settings thread) DEFAULT_MAX_ACCELERATION {750,750,500,500} (see Marlin settings thread) DEFAULT_ACCELERATION 750 (see Marlin settings thread) DEFAULT_ZJERK 10 (see Marlin settings thread) DEFAULT_EJERK 10 (see Marlin settings thread) MANUAL_FEEDRATE {100, 100, 2, 5} (want less than or equal to DEFAULT_MAX_FEEDRATE; 5 is about the limit on 1.75mm, 3mm requires lower) *** SLIC3r v1.1.7 Print Settings - Layers and Perimeters Layer height: 0.2mm First layer height: 0.35mm Vertical shells on perimeters: 3 Spiral vase: unchecked (did not try this) Horizontal shells top: 3 Horizontal shells bottom: 3 Extra perimeters: checked Avoid crossing perimeters: checked Detect thin walls: checked Detect bridging perimeters: checked Seam position: random External perimeters first: checked *** SLIC3r v1.1.7 Print Settings - Infill Infill fill density: 15% (print dependent) Infill fill pattern: rectilinear Infill top/bottom fill pattern: rectilinear Combine infill every 1 layer Only infill where needed: unchecked Solid infill every 0 layers Fill angle 45 degrees (can be considered print dependent) Solid infill threshold area: 70 mm^2 Only retract when crossing perimeters: unchecked Infill before perimeters: unchecked *** SLIC3r v1.1.7 Print Settings - Speed Print speed on perimeters: 50 mm/sec Print speed on small perimeters: 50 mm/sec (IDK - just be consistent on perimeters?) Print speed on external perimeters: 50 mm/sec (IDK - just be consistent on perimeters?) Print speed on infill: 100mm/sec (fast since most time is spent printing this) Print speed on solid infill: 80 mm/sec Print speed on top solid infill: 70 mm/sec Print speed on support material: 100 mm/sec (did not test) Print speed on support material interface: 100% (did not test) Print speed on bridges: 100 mm/sec (did not test) Print speed on gap fill: 0 (a 0 disables gap filling - something I found annoying with slic3r previously) Non-printing travel speed: 250 mm/sec (to match Marlin DEFAULT_MAX_FEEDRATE settings) First layer speed: 40 mm/sec Advanced acceleration control: all 0 (a 0 leaves acceleration control to Marlin) *** SLIC3r v1.1.7 Print Settings - Skirt and Brim Skirt loops: 2 Skirt distance from object: 6mm Skirt height: 1 layer Minimum extrusion length: 0mm (2 skirt loops should provide enough priming extrusion even on small objects) Brim width: 0 mm (did not test use of a brim) *** SLIC3r v1.1.7 Print Settings - Support Material Generate support material: unchecked (did not determine any preferred settings for support) *** SLIC3r v1.1.7 Print Settings - Output options Sequential printing complete individual objects: unchecked Output file verbose g-code: unchecked *** SLIC3r v1.1.7 Print Settings - Multiple Extruders Perimeter extruder: 1 (I only have one extruder) Infill extruder: 1 (I only have one extruder) Support material extruder: 1 (I only have one extruder) Support material interface extruder: 1 (I only have one extruder) Ooze prevention enable: unchecked Interface shells: unchecked *** SLIC3r v1.1.7 Print Settings - Advanced Default extrusion width: 0 (set default width automatically) First layer extrusion width: 200% Perimeter extrusion width: 0 (use default width) Infill extrusion width: 0 (use default width) Solid infill extrusion width: 0 (use default width) Top solid infill extrusion width: 0 (use default width) Support material extrusion width: 0 (use default width) Bridge flow ratio: 1 (did not test bridging) Threads: 2 Resolution: 0 (use full resolution) *** SLIC3r v1.1.7 Filament Settings - Filament Filament diameter: 1.68mm (filament dependent) Filament extrusion multiplier: 1 (did not test other settings) Extruder temperature first layer: 215 (filament & print dependent) Extruder temperature other layers: 210 (filament & print dependent) Bed temperature first layer: 0 (filament dependent) Bed temperature other layers: 0 (filament dependent) *** SLIC3r v1.1.7 Filament Settings - Cooling Keep fan always on: unchecked (print cooler doesn't have to be on all the time) Enable auto cooling: unchecked (I normally adjust print cooling fan manually) *** SLIC3r v1.1.7 Printer Settings - General Bed size: 200mm x 200mm (printer dependent) Print center: 100mm, 100mm (printer dependent) Z offset: 0mm (no, I'm not equipped for auto bed correction) Firmware: RepRap Use relative E distances: unchecked (gcode will use absolute positioning) Extruders: 1 Use firmware retraction: unchecked (retraction is handled in gcode) Vibration limit: 0 (did not experiment with this) *** SLIC3r v1.1.7 Printer Settings - Extruder 1 Nozzle diameter: 0.4mm (hot end dependent) Retraction length: 1.5mm (seems to provide generally good retraction results) Retraction lift Z: 0 mm (i3v use of threaded Z-rods would slow down prints if lift Z is used) Retraction speed: 15mm/sec (to match Marlin DEFAULT_MAX_FEEDRATE setting) Retraction extra length on restart: 0mm Minimum travel after retraction: 1mm (print dependent) Retract on layer change: checked (retract while waiting for threaded rods to raise carriage to next layer) Wipe while retracting: unchecked (did not experiment with this; would take more time) REPETIER-HOST/Slic3r Slicer Settings Override Slic3r settings: unchecked (use settings from Slic3r configuration files)
Jan 4 2015: Initial population of settings info
------------------------------
SIMPLIFY 3D
It wasn't free, but Simplify3D is currently providing my best combination of print quality, setting flexibility, and professional user interface. I think that as a slicer, Simplify3D is giving me better results than Slic3r or Cura/Cura Engine. I do think, however, that the Machine Control Panel is weak. It is missing several features I grew used to with Repetier-Host.
Feb 21 2015: Numerous settings revised per lessons learnedCode:Printbus Simplify3D configuration summary 21 Feb 2015 *** MARLIN DETAILS *** dacb fork for MakerFarm as of Sept 28 2014 built for non-ABL; personalized motion related changes: HOMING_FEEDRATE {100*60, 100*60, 2.5*60, 0} marlin_main.cpp homeaxis() feedrate in 3rd phase of homing reduced from /2 to /4 to negate faster HOMING_FEEDRATE DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 1000, 900} (Z motor driver configured for 1/4 microstepping) DEFAULT_MAX_FEEDRATE {250, 250, 3, 15} (see Marlin settings thread; 3 on Z works with Kysan motors and 1/4 microstepping) DEFAULT_MAX_ACCELERATION {750,750,500,500} (see Marlin settings thread) DEFAULT_ACCELERATION 750 (see Marlin settings thread) DEFAULT_ZJERK 10 (see Marlin settings thread) DEFAULT_EJERK 10 (see Marlin settings thread) MANUAL_FEEDRATE {100, 100, 2.5, 5} (want less than or equal to DEFAULT_MAX_FEEDRATE; 5 is about the limit on 1.75mm, 3mm requires lower) *** Simplify3D v2.2.1 Process Settings - Extruder Nozzle diameter: 0.40mm Extrusion multiplier: 1.00 (have not tried other values; I'd normally adjust flow at the printer) Extrusion width: Auto (print dependent; using manual on many thin wall parts to reduce thin zigzag infill) Retraction box: checked Retraction distance: 2.0mm (filament and print dependent) Extra restart distance: 0mm Retraction vertical lift: 0mm (threaded rods on Z would lead this to be slow) Retraction speed: 15mm/sec (to match 15mm/sec setting in Marlin DEFAULT_MAX_FEEDRATE) Coast at end: checked and set to 1.6mm (under evaluation) Wipe at end: checked and set to 5mm (sometimes causes artifacts on external perimeters at the wipe distance) *** Simplify3D v2.2.1 Process Settings - Layer Primary layer height: 0.20mm (nozzle physically adjusted for 0.20mm gap with bed and hot end at printing temperature) Top solid layers: 3 Bottom solid layers: 3 Outline/perimeter shells: 2 Outline direction: Outside-in (print dependent) Print islands sequentially: unchecked (have not tried this) Corkscrew printing mode: unchecked (have not tried this) First layer height: 90% (note bed is adjusted for 0.20mm nozzle gap using S3D leveling tool) First layer width: 125% First layer speed: 75% Start points: use random start points for all perimeters *** Simplify3D v2.2.1 Process Settings - Additions Include skirt brim: checked (print dependent) Skirt layers: 1 Skirt offset: 4mm (set to 0mm for brim) Skirt outlines: 3 (2 was a bit lacking on some small prints) Include raft: unchecked (I've never tried a raft) *** Simplify3D v2.2.1 Process Settings - Infill External fill pattern: rectilinear Interior fill percentage: 20% (print dependent but 20% seems to provide adequate top layer support) Outline overlap: 15% (been experimenting with different values but back to this currently) Infill extrusion width: 100% (have not experimented with other values) Minimum infill length: 5mm (have not experimented with other values) Print sparse infill every 1 layer Include solid diaphragm: unchecked Random infill placement: unchecked (not sure where one would want this) Infill angles: 45, -45 degrees *** Simplify3D v2.2.1 Process Settings - Support Generate support material: unchecked (print dependent) Support extruder: Primary (only have one) Support infill percentage: 20% (print dependent) Extra inflation distance: 0 (have not experimented with other values) Dense support layers: 0 (have not experimented with other values) Dense infill percentage: 70% (have not experimented with other values) Print support every 1 layer (print dependent?) Horizontal offset from part: 0.80mm (easier to remove than the 0.3mm default) Upper vertical separation layers: 1 (have not experimented with other values) Lower vertical separation layers: 1 (have not experimented with other values) *** Simplify3D v2.2.1 Process Settings - Temperature Extruder temperature identifier: T0 Extruder temperature controller type: Extruder Extruder relay temperature between each: (neither layer or loop selected) Extruder wait for temperature controller to stabilize: checked Extruder layer 1 temperature: 215 degrees (filament dependent) Extruder layer 4 temperature: 210 degrees (filament dependent) Heated bed temperature identifier: T2 Heated bed temperature controller type: heated build platform Heated bed relay temperature between each: (neither layer or loop selected) Heated bed wait for temperature controller to stabilize: checked Heated bed layer 1 temperature: 0 (this and subsequent layer temps print filament dependent) *** Simplify3D v2.2.1 Process Settings - Cooling Layer 1 fan speed: 0 Layer 4 fan speed: 2% (print and blower dependent) Blip fan to full power when increasing from idle: unchecked (leads to undesired pause with nozzle sitting on print) Adjust print speed for layers below set duration: unchecked (print cooler used instead) Increase fan speed for layers below set duration: unchecked (print dependent) Bridging fan speed override: unchecked (have not experimented with bridging) *** Simplify3D v2.2.1 Process Settings - G-code Option for 5D firmware: checked Option for relative extrusion distances: unchecked Option to allow zeroing of extrusion distances: checked Option to use independent extruder axes: unchecked Option to include M101/M102/M103 commands: unchecked Option for firmware supporting sticky parameters: checked G-Code axis offsets all set to 0 Update machine definition using settings: checked Machine type: Cartesian Build volume: 200mm x 200mm x 200mm (printer dependent) Origin offset: 0, 0, 0 Homing direction: all set to min Flip build table axis: Y checked *** Simplify3D v2.2.1 Process Settings - Other Default printing speed: 100 mm/sec (6000mm/min) Outline underspeed: 50% (seems to be optimal value) Solid fill underspeed: 50% (seems to optimal value) Support structure underspeed: 80% (have not tested) X/Y axis movement speed: 250 mm/sec (to match setting in DEFAULT_MAX_FEEDRATE) Z axis movement speed: 2.5 mm/sec (to match setting in DEFAULT_MAX_FEEDRATE) Filament diameter: 1.68mm (filament dependent) Bridging unsupported area threshold: 50 sq mm (untested) Bridging extrusion multiplier: 100% (untested) Bridging speed multiplier: 100% (untested) *** Simplify3D v2.2.1 Process Settings - Advanced Start printing at set height: unchecked Stop printing at set height: unchecked Non-manifold segments: heal Merge all outlines into solid model: unchecked Thin wall behavior: Allow gap fill when necessary Allowed perimeter overlap: 10% (have not tried other values) Only retract when crossing open spaces: checked Force retraction between layers: checked (retract while we wait on slow Z movement) Minimum travel for retraction: 2mm (print dependent) Extruder ooze rate: unchecked Only wipe extruder for outer-most perimeters: checked (need to better understand this) Tool change retraction: settings ignored since I only have one extruder *** Simplify3D v2.2.1 Machine Control Panel Settings X/Y axis jog speed: 100 mm/sec Z axis jog speed: 2.5 mm/sec (OK with Kysan motors and 1/4 microstepping) Extruder jog speed: 4 mm/sec (5 is about the limit for 1.75mm filament and 0.40mm nozzle)
Feb 15 2015: Infill percentage to 15%, outline underspeed to 80%
Jan 21 2015: updated misc to reflect baseline for ripple test prints
Jan 21 2015: unchecked the wipe option due to external perimeter artifacts noticed at the end of the wipe distance
Jan 17 2015: increased Z in MANUAL_FEEDRATE to 2.5 mm/sec as well
Jan 15 2015: retuned Z motion settings again; added support detail; added machine control panel settings
Jan 14 2015: checked coast at end and wipe nozzle options in extruder settings
Jan 12 2015: checked Y axis in flip build table axis
Jan 11 2015: DEFAULT_STEPS_PER_UNIT back to 4000 for Z since stepper driver is reconfigured back to 1/16 microstepping; updated to Simplify3D version 2.2.1
Jan 5 2015: unchecked blip print cooling fan to full when coming up from idle
Jan 4 2015: Initial population of current settingsLast edited by printbus; 03-06-2015 at 01:01 PM.
-
11-18-2014, 11:20 AM #2Engineer
- Join Date
- Jul 2014
- Location
- Eastern Colorado
- Posts
- 536
I know I benefited from your ideas about extrusion slot covers and routing the wires through the extrusion slots. And relocating the X and Y endstop switches.
-
12-01-2014, 06:40 PM #3Super Moderator
- Join Date
- Nov 2013
- Location
- Baltimore, MD
- Posts
- 897
This is really good. I hadn't seen these tests. Since I'm at the tail end of finalizing my dual Hexagon rig (thanks...clough42) and still tweaking it's a perfect time for me to do these test. I'll do so over the next few weeks and report back.
I have the older Makerfarm i3 8" with rods. It will be interesting to compare it to the v-slot version.Bambu P1S/AMS
NVision4D http://nvision4d.com
-
01-07-2015, 05:42 PM #4Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,437
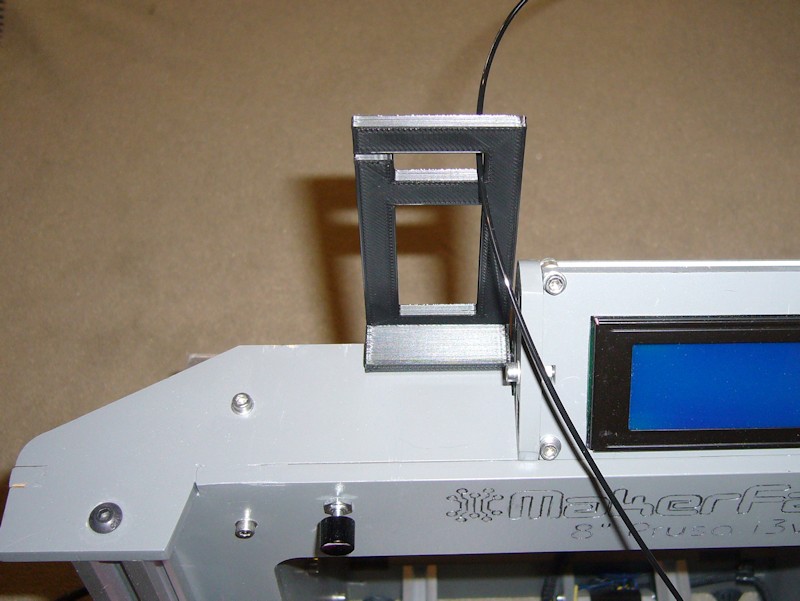
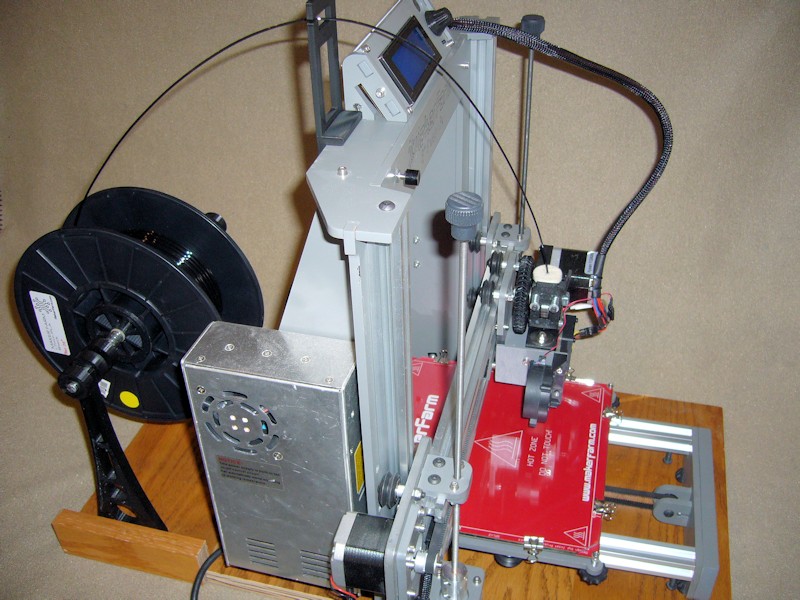
REPURPOSED FILAMENT SPOOL MOUNT
Although I've had no problem with the filament spool mounted above the printer, I opted to move the filament spool to the table surface behind the printer. The spool holders I looked at on Thingiverse all seemed to be limiting in what size spools they would hold, or required dealing with nuts on threaded rods when exchanging spools. To get by until I find a better option, I decided to repurpose the upright supports and the horizontal rod from the spool holder I've been using. This allows me to keep using the three or four different types of spool hub adapters that cover the different styles of spools that I have.
The upright brackets designed to slip onto the top plate of the i3v were screwed onto some wood scraps. This provides about 7-3/4 inches of clearance below the 5/16-inch rod used as a cross member, more than enough clearance for the 10-inch diameter spools. If I upgrade to a dual extruder, there's enough space between the uprights to hold two of the 3-inch wide spools. Printed shaft collars are used to clamp the cross member into the uprights, and to keep the hub adapters in place. Pressure from springs and nylon washers on the cross bar provides just enough drag to keep the spool from unwinding by itself and loosening the filament, especially as the filament nears the end of the spool.

The filament guide was designed to clip behind the i3v LCD, but I opted to locate it to the left of the LCD. It's far enough to the rear to not hinder access to the SD card slot.
Last edited by printbus; 05-03-2015 at 03:43 PM. Reason: migrated to offsite image storage due to 3DPrintBoard issues
-
12-02-2014, 07:07 PM #5Engineer
- Join Date
- Jul 2014
- Location
- Eastern Colorado
- Posts
- 536
I've verified it. You cannot put the covers on the slots where the wheels run. I've tried it, and I emailed OPBS asking about it before I bought the covers.
IMG_20141202_181035.jpg
My printer with slot covers.
IMG_20141202_181248.jpg
Bolt and washer holding the covers in place.Last edited by AbuMaia; 12-02-2014 at 07:14 PM.
-
01-03-2015, 09:12 PM #6Engineer
- Join Date
- Dec 2014
- Location
- Canada
- Posts
- 498
perhaps its best to get it running and tuned, once your happy then do a wiring overhaul to make it all tidy?
-
01-03-2015, 09:18 PM #7Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,437
That's worth considering. I know a few people have cleaned up the wiring (mostly by shortening the wire lengths) after they had the printer working. Originally Posted by adamfilip
Originally Posted by adamfilip

-
01-15-2015, 01:58 PM #8Engineer
- Join Date
- Nov 2014
- Posts
- 522
Printbus, I know you have been focusing on speed and understanding how speed works lately.
Generally speaking what is considered "fast" or "normal" for the Prusa i3 styles?
-
01-15-2015, 02:14 PM #9Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,437
I don't have a broad enough experience with other printers to answer that with any confidence. That said, IMO the MakerFarm i3v printers should likely do better than any standard Prusa i3 using rod stock and linear bearings, as well as any printer where the frame is formed with printed corners that can deform or loosen with time. Originally Posted by sniffle
I've seen a lot of reprap related info where people talk about printing in the 30 to 50 mm/sec range. Is that the "normal" then? IDK. These printers can definitely do better than that.
-
01-15-2015, 02:18 PM #10Engineer
- Join Date
- Nov 2014
- Posts
- 522
Yeah, I'm printing at 50mm/s right now, without issues. It makes me want to try and push it a little further. I don't have much experience myself only being in this for around a month :-)


 Reply With Quote
Reply With Quote




Please explain to me how to...
Yesterday, 12:15 PM in 3D Printer Parts, Filament & Materials