


Results 161 to 170 of 354
Thread: 370mm X 250mm X 300mm
-
11-10-2019, 02:34 PM #161Staff Engineer

- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248

On second thought scratch the above video. Just watch this: https://www.youtube.com/watch?v=DCdQkgSwNoU
-
11-10-2019, 03:07 PM #162Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
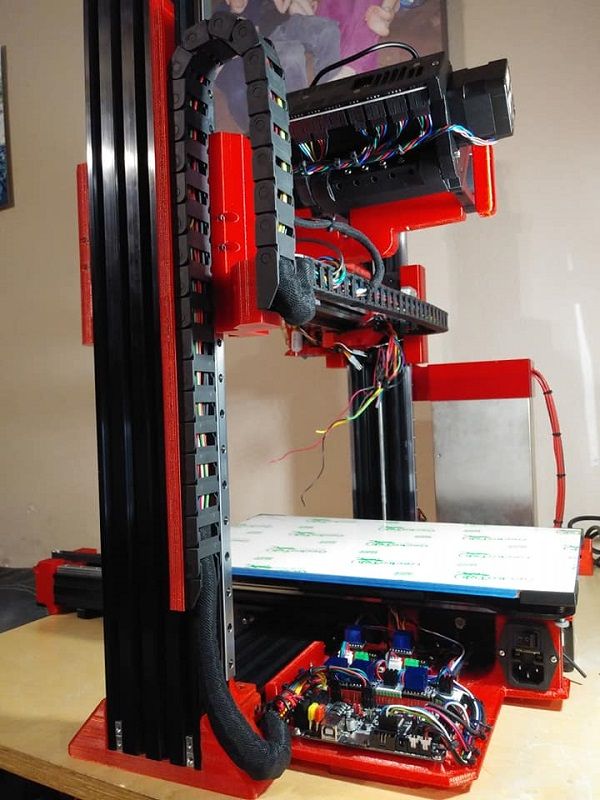
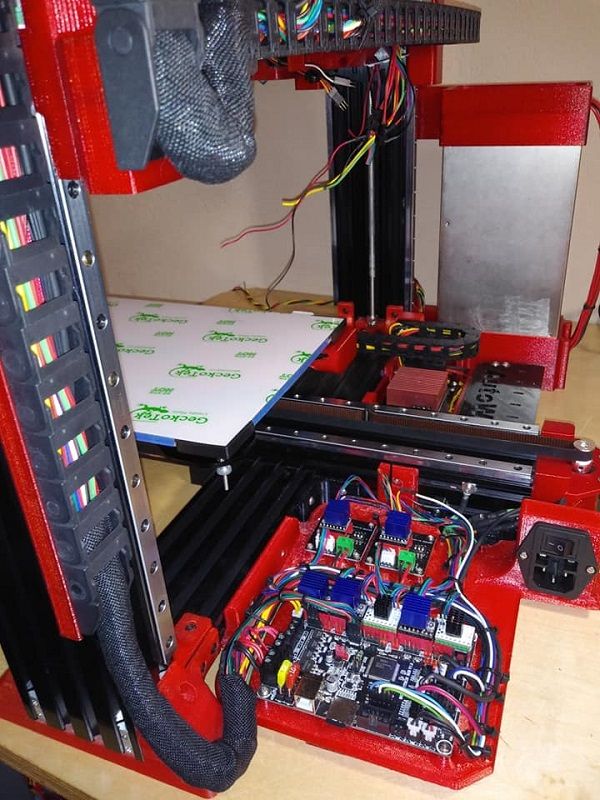
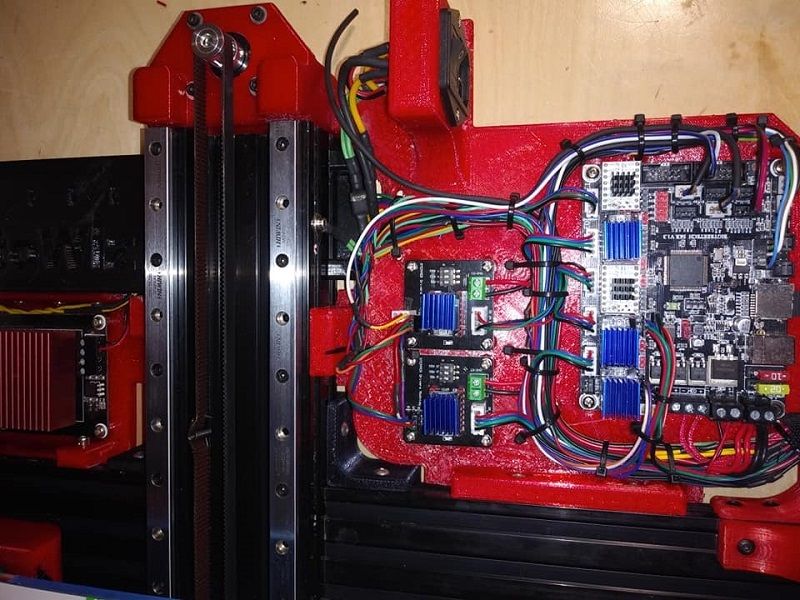
I have been busy this weekend wiring this machine. I am still not done but here is my progress so far. I do NOT build rat's nests and I profoundly respect a well laid out electrical system with a clean appearance..
-
11-10-2019, 03:08 PM #163Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
-
11-10-2019, 07:03 PM #164Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Hey CA what do you think about "Kumonga"? It is the giant mutated spider from Godzilla.
-
11-10-2019, 11:37 PM #165Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
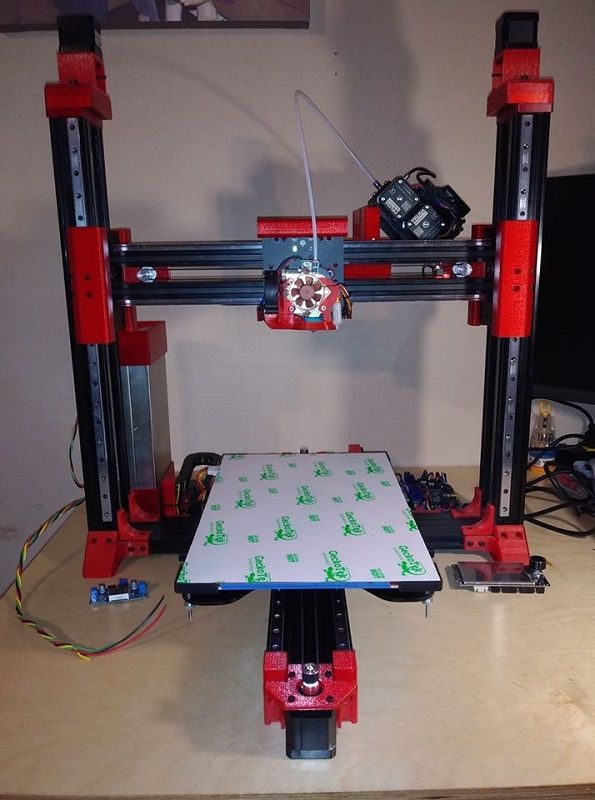
Well I better decide on the name soon. This thing is almost done. The wiring is complete and I just need to mount the touchscreen and the step down converter and then I get to start playing with marlin 2.0. I am pleased with how all this has come out..
-
11-11-2019, 05:56 AM #166Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
have a look at this: https://coda.io/d/M3D-Official-Troub...e_sudLH#_luU6H
Maybe for the Huntsman mkII :-)
If you want to go for fictional spiders: Shelob is the original mother of them all :-)
But given that huntsman's are real and as wandering spiders, prone to turn up at random in people's houses - much scarier !
A lot of the quadfusion info would seem to be relevant to the mumu setup as well:
- Foreword
- The QuadFusion (QF) is a first of its kind - a printhead cramming 4 full direct drive extruders into the same space that most bowden printers use for one the hot end. This is possible thanks to the direct-drive, fixed crush-distance gears, and highly geared stepper motors in the QF. QuadFusion is innovative, there has never been a printhead like it, and this creates unique challenges that requires retraining for success. Thus, it is important to start with the right mentality to achieve success: The QF requires new knowledge - clear your mind, and do you best to avoid the assumptions and biases of other printers, and adopt the methods laid out in this guide.
- It's all about the force. The QF has 4 times the force (up to 50 lb), and up to double the pressure of a standard 3D printhead. This leads to many unique challenges, such as extra force on the nozzle, and competition between ports. You should read through this guide as many times as it takes to appreciate this statement to achieve maximum success.
- There are four times the number of spools, filament flow paths, extruders, etc. So if things are going as well as a traditional one-extruder 3D printer, one should reasonably expect 4 times the rate of failure. Luckily with good knowledge and understanding of the print head, failure rates caused by things like jamming should approach that of a single-extruder, noting that this result would mean each individual filament extruder as a subsystem is more effective and and successful.
- The QuadFusion (QF) is a first of its kind - a printhead cramming 4 full direct drive extruders into the same space that most bowden printers use for one the hot end. This is possible thanks to the direct-drive, fixed crush-distance gears, and highly geared stepper motors in the QF. QuadFusion is innovative, there has never been a printhead like it, and this creates unique challenges that requires retraining for success. Thus, it is important to start with the right mentality to achieve success: The QF requires new knowledge - clear your mind, and do you best to avoid the assumptions and biases of other printers, and adopt the methods laid out in this guide.
- Material Selection
- The QF was optimized primarily around PETG, and M3D's ABS-R brand. For learning purposes, please use PETG, and not PLA. The low temperature stability of PLA compound the difficulties of learning the QF technology, as it will Grind Through (Concept)easier and needs more force.
- Spool Size and Placement
- It's all about the force
- There are many forces acting on the printhead and filament at any time. The printhead pulls filament and unravels the spools. Too many spools of heavy size requires too much pull force from the print head and can cause the printhead to move out of it's current Z plane, causing wobbly looking prints or Grind Through (Concept). Following this guide will prevent these issues.
- It's all about the force
- Spool Placement / Filament Path
- The number one key to success and cause of failure is spool placement. The spool should be placed so that the filament has a direct line of sight to any position the printhead will be during a print. The filament ideally will have a straight path as well. It is okay to bed filament around a low-friction object like the edge of the print frame, provided is does not cause more than 20-30 degree bend angle from an ideal straight path. The bend angle over the entire filament path should never exceed 90 degrees, unless a customer PTFE/POM feed tube is provided. Ideally, the filament should be allowed to unwind freely from the spool without constraints.
- The ideal spool position is above the printhead. For smaller spools, placing them directly behind the printer works well too. Spool can also be placed to the left/right sides of the printer for printing small objects, however, there is a significant chance of X axis stalling during very large prints so it is generally not recommended. Never feed filament over the top of the printer frame as this bend angle is too aggressive.
- The number one key to success and cause of failure is spool placement. The spool should be placed so that the filament has a direct line of sight to any position the printhead will be during a print. The filament ideally will have a straight path as well. It is okay to bed filament around a low-friction object like the edge of the print frame, provided is does not cause more than 20-30 degree bend angle from an ideal straight path. The bend angle over the entire filament path should never exceed 90 degrees, unless a customer PTFE/POM feed tube is provided. Ideally, the filament should be allowed to unwind freely from the spool without constraints.
- Spool Placement / Filament Path
Example of successful spool locations and filament feed-paths
- Spool Size
- The ideal spool size is 250 ft spools as these can be placed behind, to the sides, or above the printer and generally lead to success. Remember, there are 4 filaments, so this is already 1 kg combined. 500 and 1000 foot spools can be used, provided they are in a very low friction system, like one that places spools on bearings and places spools above the printhead. Do not use any spool larger than 1 kg weight / 1000 foot length.
- Spool and Filament Quality
- Spool Size
Last edited by curious aardvark; 11-11-2019 at 06:06 AM.
-
11-11-2019, 11:25 AM #167Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
Hey thanks. I've already got the cards stacked against me here a bit as I am using my titan aero extruder that does NOT have the flament sensor in it. There is a sensor in the mmu2s but not in the extruder. I am going to see how far I can get before I upgrade. It would be nice to get a few prints out of it in this configuration. We will see. I am in the home stretch. Tonight after work I will start to design the screen mount. I appreciate the help CA.
-
11-11-2019, 11:05 PM #168Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
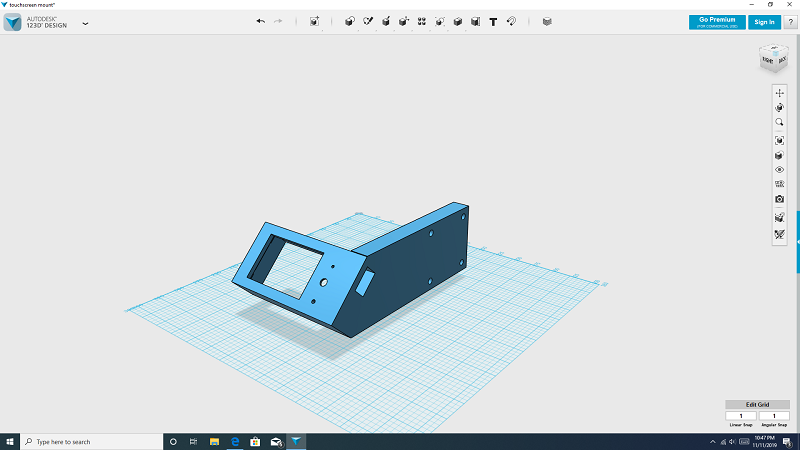
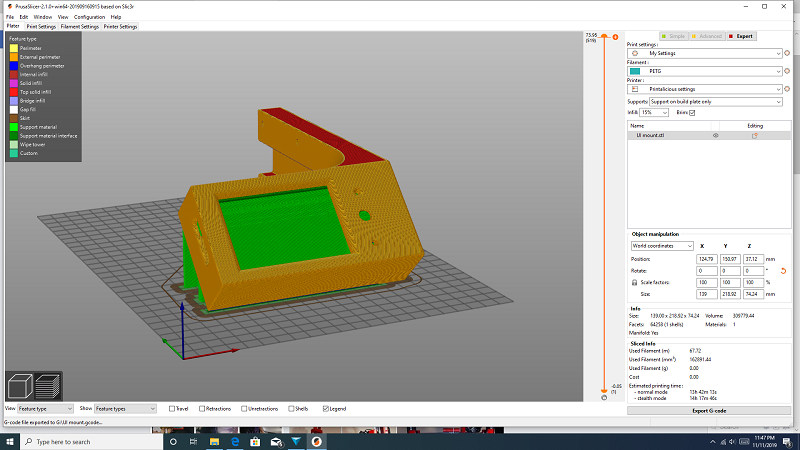
I drew up the mount for the touchscreen and it is printing. Gonna take 13 hours and it is printing out on Printalicious..
-
11-12-2019, 05:20 AM #169Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
some interesting info there - in particular the difference in quality from where it pulls the filament from.
This is something I've noticed particularly from my replicator clone. which pulls it all the way up and over from the back.
Causes real problems with flexible filaments. They stretch, which reduces the amount and causes issues.
It's interesting that the delta with a bowden setup can print flexibles almost as fast as the knp which is a direct drive. It seems that pushing flexible filament down a shortish tube is often better htan pulling it along a long one.
The klic'n'print has a single piece steel shell (beautifully made machine), and I have yet to work out a decent mount attachment to move the spools above the machine. I don't actually want to drill holes in the case lol Plus there's a sort of double skin which would make it difficult to get at the underside of any holes.
It does need to be done.
lol this is the problem with and industry like 3d printing, as soon as you embrace one good idea another three better ones come along a week later :-)
What I do find odd with the quadfusion is that they stopped at a 4 colour mixer, while stating that you need to change white for lighter colours, black for darker and transparent for more depth.
Now if you were to attach a mumu to the 4th spot for the 'key' filament - that could be interesting.
Also I can't find any indication of slicer software on the website. You go to the software support page for the quadfusion and it's blank.
Kinda weird, it's got to be coming from somewhere.
13 hours !
For a simple screen mount !
Damn, you really do need a faster machine lol
I don't have that kind of patience - I've been printing base mounts out for my rotary axis for my k40 (had to buy the bearings and rods and grub screws, but printed everything else including the rubber drive belt and gears) - 2 in 1 hour, and that's at 0.2 layer height, which is hi-res for me lol
You really need a delta :-)
150mm/s and still bang on spec for the sizes.
Might not be pretty - but then I don't really care as long as they work ;-)
Actually you need to start thinking about getting a k40 - it's a tinkerer's dream ! As well as being an industrially capable machine. Once you start cutting acrylic sheet, there's no way back. It's like the first practical thing you design and 3d print - at that point you've fallen down the rabbit hole :-)Last edited by curious aardvark; 11-12-2019 at 05:29 AM.
-
11-12-2019, 05:33 AM #170Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
is that the latest cura ?
Looks a lot better laid out than last time I tried it.

 Reply With Quote
Reply With Quote










Ender 3 Neo - Jam Problem
05-08-2024, 03:06 PM in Tips, Tricks and Tech Help