


Results 3,711 to 3,720 of 4110
Thread: Qidi Tech 1 - Replicator 1 clone
-
11-11-2016, 11:36 AM #3711Engineer

- Join Date
- May 2016
- Location
- Annapolis, MD
- Posts
- 523
Only a modest 600 hours on my QiDi here. Originally Posted by cncartist
Originally Posted by cncartist

I thought the Wayne Ent. was pretty clever, and I've not seen any others as nice. I am wondering how he did that one; I doubt that it actually is, but it looks like the symbol and text is in chrome.
http://3dprintboard.com/showthread.p...ll=1#post90006
.
-
11-12-2016, 05:43 PM #3712Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Ok, giving PETG a try tonight. Going 80 on glass and 230. What do you run for an extrusion multiplier? I am using S3D.
Originally Posted by Talon 3D
-
11-12-2016, 06:16 PM #3713Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907

Always start on the low side for multiplier on PETG like .84 or so, it hates overextrusion due to how sticky it is. I would go up on temp to about 250 also.
Originally Posted by wirlybird
-
11-12-2016, 06:27 PM #3714Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Ok, first cube ok at those settings. Extrusion multiplier was at 100.
Going to do another and see.
Originally Posted by jfkansas
-
11-12-2016, 06:38 PM #3715Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
First cube come out ok?
-
11-12-2016, 06:47 PM #3716Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Yes. Hight dimension is good. x-y dimension 19.8mm which is usual. Standard ABS setting except bed at 80. I'll post pics in a bit when the next one is done.
Originally Posted by jfkansas
-
11-12-2016, 11:58 PM #37173DPrintBoardPro Member
- Join Date
- Aug 2016
- Posts
- 262

I had this luck with 0.82 to 0.86 with the E-Sun PeTG.
For more transparency go slow as well.
Originally Posted by wirlybird
Editor in Chief
Bitsonline
Tips Appreciated But Not Expected
BTC: 16wxHvKd3oU6SVjv6FrenqhkvRmc8t7sPy
DASH: XqyaWxH896j9YeV1M35Gzb5gmRPmPbNDGq
-
11-13-2016, 07:54 AM #3718Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Here is a couple pics of cubes in PETG. Left cube is just standard settings, 80 bed, 230, 20% infill and 3600mm/min. Right print is 70 bed, 230, 100% infill and 1400mm/min. Both at 100 extrusion multiplier. The second is a perfect 19.8 in all dimensions which is what I always seem to get on a 20X20X20 cube!
[IMG]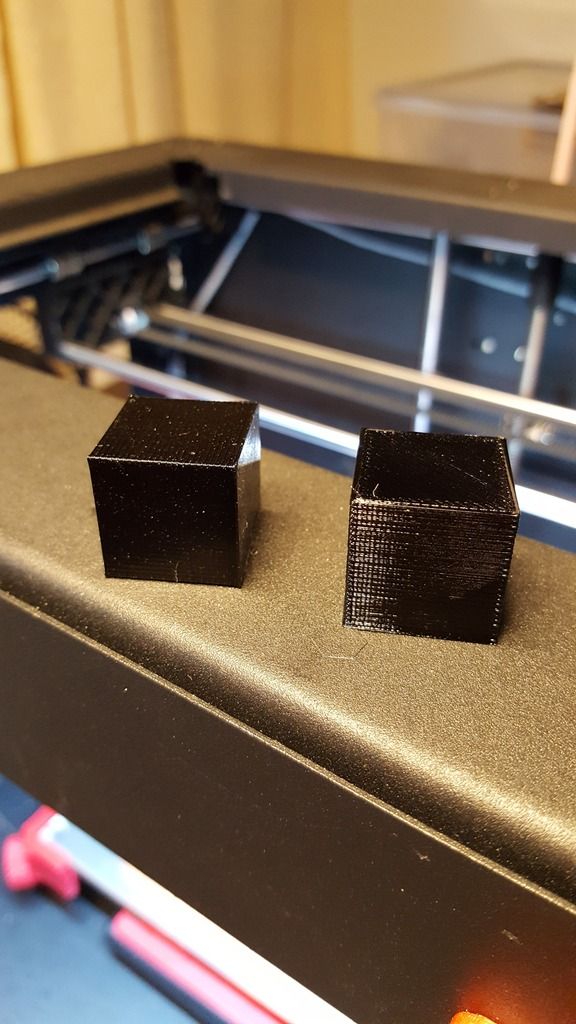 [/IMG]
[/IMG]
[IMG]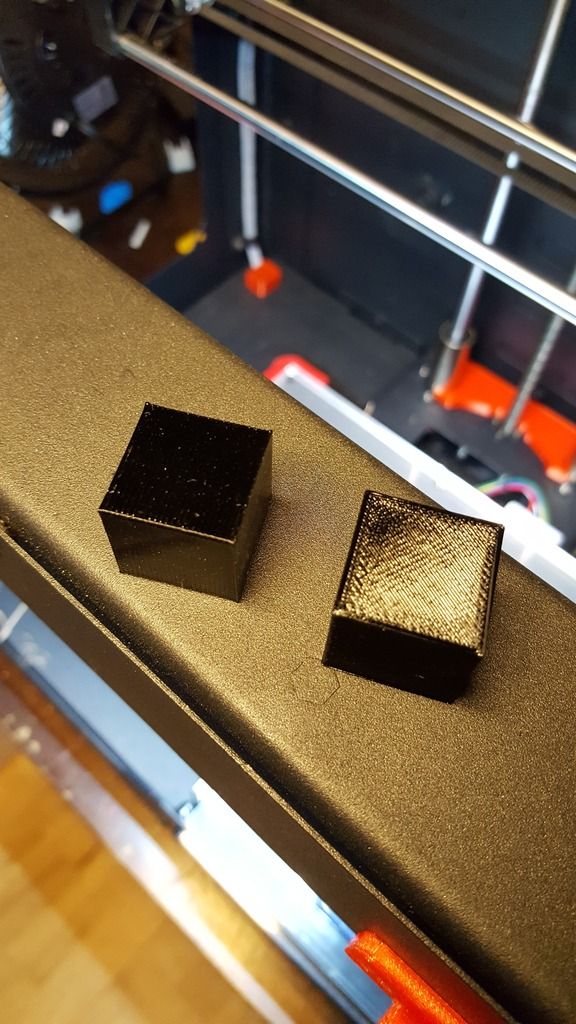 [/IMG]
[/IMG]
-
11-13-2016, 08:20 AM #3719Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Here is a single wall no infill cube. I have a lot of artifacts on the walls. 70 bed, 230 print, 100 extrusion multiplier and 1400mm/min speed. All prints done with a .4 nozzle at .4 width. The height is the usual 19.8 with a wall thickness of .47
I am going to run another reducing the extrusin multiplier.
Comments appreciated!! So far my PETG experience has not been to bad.
[IMG]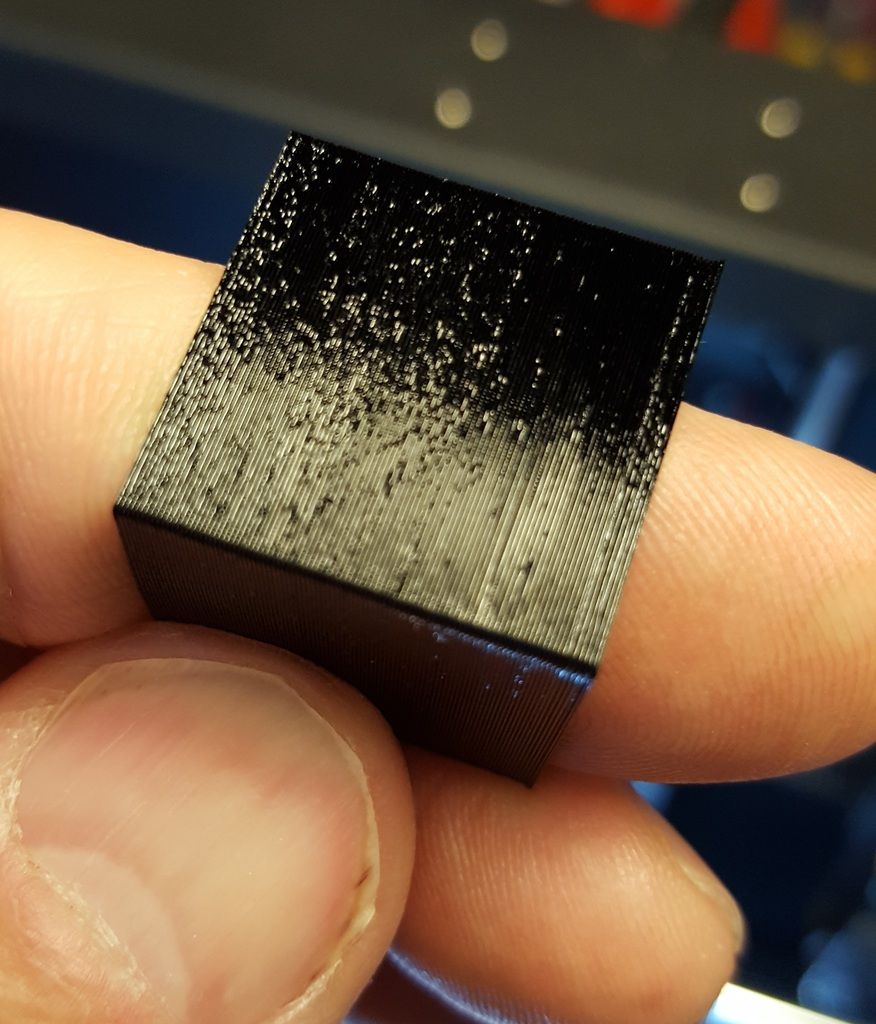 [/IMG]
[/IMG]
-
11-13-2016, 09:49 AM #3720Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
Cubes with no infill are a waste of time. 20x20x10, 100% infill or use some other test.


 Reply With Quote
Reply With Quote







Extruder not feeding during print,...
04-24-2024, 01:59 AM in Tips, Tricks and Tech Help