


Results 11 to 20 of 36
Thread: Build platform woes.
-
06-10-2015, 11:53 AM #11Banned

- Join Date
- Jan 2015
- Posts
- 306
The version I was using originally, did not have all the LCD display settings at the bottom of the config.h code, I see it here in the new version you linked me. Not sure if that helps you figure out exactly what I got. There are a few minor differences but for the most part my config.h values transferred over to the new firmware.
It just wont print now, just sits in the air and extrudes plastic after G28, it wont go into G29 and begin a print.
-
06-10-2015, 12:03 PM #12Banned
- Join Date
- Jan 2015
- Posts
- 306
I connected with pronterface. The new firmware wont perform a G29. It just sits there, I can do a G28 but G29 gives me no motion and strange characters appear on the Z axis LCD screen display. Trying to troubleshoot.
-
06-10-2015, 02:25 PM #13Super Moderator
- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,181
Well... Version 1.0.5 at GitHub is not stable. Pretty much, if you are going to be using code from there, you need to grab the 1.0.2 version. Hopefully, soon, that will change.
Can PronterFace move each axis both directions after a G28 ? You are still trying to get the BeckDac fork running, right?I connected with pronterface. The new firmware wont perform a G29. It just sits there, I can do a G28 but G29 gives me no motion and strange characters appear on the Z axis LCD screen display. Trying to troubleshoot.Last edited by Roxy; 06-10-2015 at 02:35 PM.
-
06-10-2015, 02:55 PM #14Banned
- Join Date
- Jan 2015
- Posts
- 306
I can move stuff around in pronterface with the new firmware after a G28, just G29 wont work.
-
06-10-2015, 03:23 PM #15Super Moderator
- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,181
Can you do an M48 ?
Please check the Configuration.h file that you are using in the BeckDac directory and verify you have
#define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
#define Z_PROBE_REPEATABILITY_TEST
these lines uncommented.
-
06-10-2015, 03:51 PM #16Banned
- Join Date
- Jan 2015
- Posts
- 306
Yes they are uncommented, it came that way.
M48 does work yes. Albeit the head is moving very very slowly but it does work.
-
06-10-2015, 04:22 PM #17Banned
- Join Date
- Jan 2015
- Posts
- 306
Here is what my pronterface looks like.
g29.jpg
G29 produces this table right away, there is no probing. As soon as I issue the command, it spits out this table of 0's and diagonal 1's.
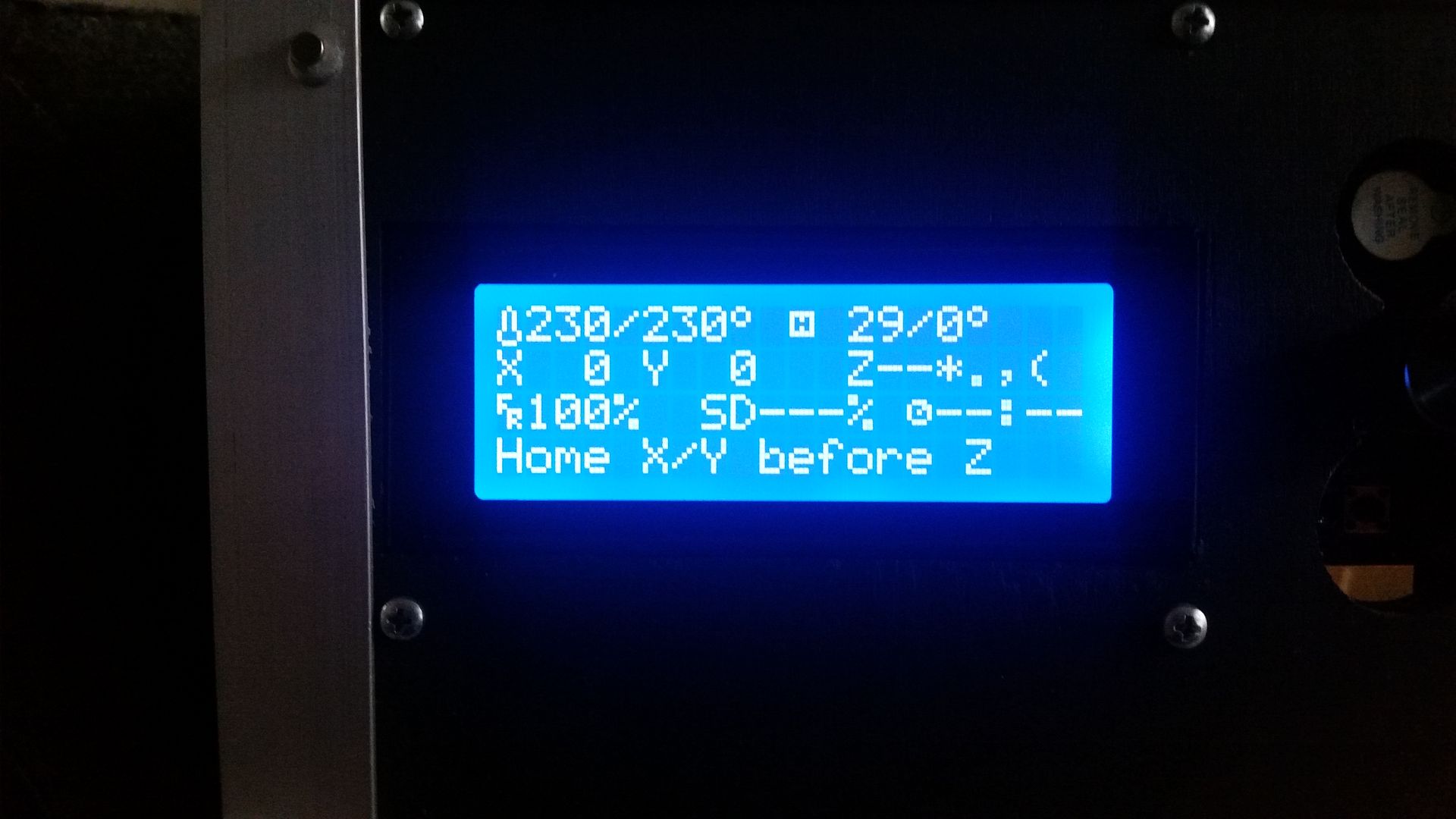
Here is what my LCD screen looks like after it does that.
Garbled Z axis characters.
-
06-10-2015, 04:51 PM #18Super Moderator
- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,181
You should do a G29 V 4 T
The output from that will help us some.
Also... You can speed up your X/Y movement by making this bigger:
#define XY_TRAVEL_SPEED 4000 // X and Y axis travel speed between probes, in mm/min
#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 4000, 893} // customized for MakerFarm i3v 10"
#define DEFAULT_MAX_FEEDRATE {250, 250, 2, 22} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,5,1000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
-
06-10-2015, 04:57 PM #19Banned
- Join Date
- Jan 2015
- Posts
- 306
This is what I get.
>>>g29 v 4 t
SENDING:G29 V 4 T
Roxy's Enhanced G29 Auto_Bed_Leveling Code V1.81:
Full support at http://3dprintboard.com
Eqn coefficients: a: 0.00 b: 0.00 d: 0.00
Mean of sampled points: 0.000000
Bed Height Topography:
+0.00000 +0.00000 +1.00000
+0.00000 +0.00000 +0.00000
+0.00000 --0.00000 +0.00000
planeNormal x: 0.00 y: 0.00 z: 1.00
Bed Level Correction Matrix:
0.000000 0.000000 0.000000
0.000000 0.000000 0.000000
0.000000 0.000000 0.000000
I thinks its perfectly level, not sure how, is this some kind of default somewhere?
-
06-10-2015, 06:01 PM #20Super Moderator
- Join Date
- Apr 2014
- Location
- Lone Star State
- Posts
- 2,181
It looks like it isn't sampling any points when it is doing the Auto Bed Leveling (via the G29 command). Can you verify that the G29 V4 T immediately outputs its data without running around the bed sampling points?
Do you have some value in these???
#define AUTO_BED_LEVELING_GRID_POINTS 4
#define LEFT_PROBE_BED_POSITION 35
#define RIGHT_PROBE_BED_POSITION 165
#define FRONT_PROBE_BED_POSITION 35
#define BACK_PROBE_BED_POSITION 165
One way the G29 can fail to sample any points is if the Left/Right and Front/Back do not make sense. You can verify this by trying 4 permutations. Do a G28 first, and and then do a G29 V4 n4 F75 B125 L75 R125 If that doesn't do anything and no points are sampled, then try a G28 followed by a G29 V4 n4 F75 B125 L125 R75 Then try a:
G28 followed by a G29 V4 n4 F125 B75 L75 R125 and lastly a
G28 followed by a G29 V4 n4 F75 B125 L125 R75
One of those lines should move the nozzle around and take samples of the bed. If doesn't do a:
G28 followed by a G29 V4 n4 F100 B100 L100 R100 That should produce an error message. That will at least tell us we can give the G29 parameters for it to use. Almost for sure... There is a Configuration.h file setting that goofing things up.

 Reply With Quote
Reply With Quote





My 3D Norn Emissary print
09-13-2024, 02:28 AM in 3D Printing Gallery