


Results 1 to 10 of 13
-
01-10-2015, 09:29 AM #1Engineer

- Join Date
- Nov 2014
- Posts
- 522
What is everyone's personal calibration steps?
So, What is everyone's personal calibration steps that they follow when they go to use a new filament?
I usually do an e-steps calibration and measure the filament. At times this doesnt seem to be enough, though.
does anyone do anything else?
-
01-10-2015, 11:13 AM #2Engineer
- Join Date
- Jul 2014
- Location
- Eastern Colorado
- Posts
- 536
I found a hollow calibration cube on thingiverse, and ran it through Slic3r with the "vase" setting enabled. One wall, printed in a continuous spiral. Slic3r's extrusion multiplier set to 1, the filament diameter set to what it should be (I use 1.75mm filament, so I set diameter to 1.75, not to a measurement). I then saved gcode of the cube with temperature settings, one for ABS, one for PLA. In the gcode it says what the extruded filament thickness should be.
Then when I get a new spool of filament, I print out this cube, then measure the thickness of the four walls. I toss out the largest measurement, add the other three together, and divide by three. Then I divide the number gcode says the thickness should be by that average. I put the result into the extrusion multiplier, and save it as a profile just for that spool.
With this, one doesn't need to do an e-steps calibration for each spool. If the filament's the same diameter, the steps should be very nearly the same. The extrusion multiplier will make whatever small changes are needed. You also don't need to reflash the firmware each time you swap spools, just slice your object with the profile of the filament you're using, and it's adjusted.
source: http://zennmaster.com/random-things/...-2-fine-tuningLast edited by AbuMaia; 01-10-2015 at 11:20 AM.
-
01-10-2015, 11:57 AM #3Staff Engineer
- Join Date
- May 2014
- Location
- Highlands Ranch, Colorado USA
- Posts
- 1,437

What sort of range of extrusion multiplier have you seen to be needed across your filaments? I played with this approach early on, and wasn't convinced I was seeing any difference as I changed the extrusion multiplier setting, but I could have been having other issues at the time. It also seemed odd to throw out the largest measurement. I could understand throwing out both the highest and the lowest, but not just the highest measurement. Originally Posted by AbuMaia
Originally Posted by AbuMaia

-
01-10-2015, 01:51 PM #4Engineer
- Join Date
- Jul 2014
- Location
- Eastern Colorado
- Posts
- 536
I have 5 spool profiles saved so far. The multipliers range from 0.851 to 1.22. That's including both ABS and PLA filaments, all 1.75mm. My gcodes all say the perimeter thickness should be 0.4mm. After adjusting the extrusion multiplier, I've been getting an average thickness of 0.39 to 0.41.
http://3dprintboard.com/showthread.p...istent-ResultsLast edited by AbuMaia; 01-10-2015 at 01:58 PM.
-
01-12-2015, 10:46 AM #5Engineer
- Join Date
- Nov 2014
- Posts
- 522
Ok, so AbuMaia and others, I have a question for you.
This could be added to the picture diagnosing thread as well... but there are several going right now. So i'll add it here since this is where it holds the most meaning.
I calibrated the same way AbiMaia does just to try it out. My initial thickness was around .75 and it was supposed to be .4, so i ended up with a multiplier of .549 or close to that reprinted the calibration cube and the walls we .41-.42, The calibration cube printed but there was delamination issues on it. I decided to print something more substantial just to see if it was due to being a single wall, and the piece after printing pretty much fell apart while trying to remove it.
so how do you fix that? I mean the extruded diameter is correct, but it isn't sticking to itself.
It's Maker Geeks glow in the dark ABS, printed at 235, with bed temp at 115. In an enclosure, on a 12" i3V, with clough42's improved hexagon cooling shroud, part cooling shroud, and abl mounting setup. :-)
-
01-12-2015, 06:38 PM #6Engineer
- Join Date
- Jul 2014
- Location
- Eastern Colorado
- Posts
- 536
Perhaps your layer height is too high? Or your Z axis steps is too high? Try resetting the extrusion multiplier back to 1 and reprinting the cube, and see if the Z axis is properly calibrated.
-
01-12-2015, 07:09 PM #7Engineer
- Join Date
- Nov 2014
- Posts
- 522
My layer height is .2mm as to zsteps and zstep cali ration?
I havent had to mess with that one. I would think that the 5mm threaded rod and the motors would set the z steps and coli. Would have already calculated that.
I did go ahead and relevel the z axis. Even though abl should compensate for any u levelness it might have.
Heres an example of what im facing. Just finished printing this with 1 in the multiplier and it of course fell apart when i tried to temove it.
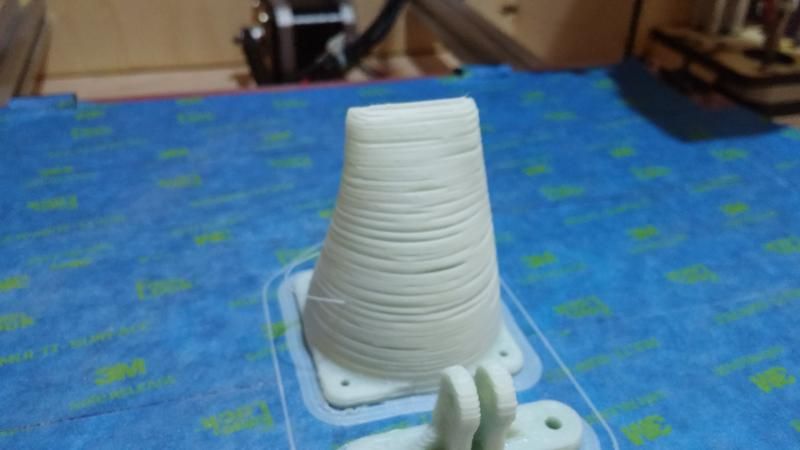
edit: seems to be the slicer, went back and reprinted with cura at 1 and it has a few oozes but looks pretty good. and is solid.Last edited by sniffle; 01-12-2015 at 09:15 PM.
-
01-15-2015, 11:15 PM #8Engineer
- Join Date
- Nov 2014
- Posts
- 522
So there seems to have been a bug in slic3r 1.2.5 experimental for the above print. I need to reprint it just to test and make sure but so far ive had no issues. I say seems because i also increased temps but printed the item properly from cura before the increase.
They fixed that bug today. I actually compile and run slic3r from the most current developments because while it does introduce bugs it also fuxes them and improves the software. I also have a stable build backup as well as cura. Which im also considering building from source just to see the differences if i can figure out how. There are sctually 2 sources for cura the slicing backend and the gui front end.
-
02-05-2015, 09:37 AM #9Engineer-in-Training
- Join Date
- Feb 2015
- Posts
- 371
Originally Posted by AbuMaia
I am pretty new to printing and in need of calibrating my machine I think. Could you help me with the g code part of the above. I get most of if, just where do I read or how do I read the code. You state to use the number Gcode says the thickness to be to divide your findings by, Where do you get this code number?
-
02-05-2015, 09:49 AM #10Engineer
- Join Date
- Nov 2014
- Posts
- 522
you just open the .gcode file in a text editor. somethign like Notepad++

 Reply With Quote
Reply With Quote





Ender 3 Neo - Jam Problem
Yesterday, 03:06 PM in Tips, Tricks and Tech Help