


Results 1 to 10 of 22
Thread: PETG Printing Issues !!!
Threaded View


-
09-28-2015, 08:13 AM #1Engineer

- Join Date
- Jan 2015
- Posts
- 445
PETG Printing Issues !!!
Good morning folks.. so im working on PETG, as I think its a great option for parts for my customer.
Ive had some successful prints in calibration cubes (but they dont have many retracts etc).
THe first actual part im testing did not turn out great.
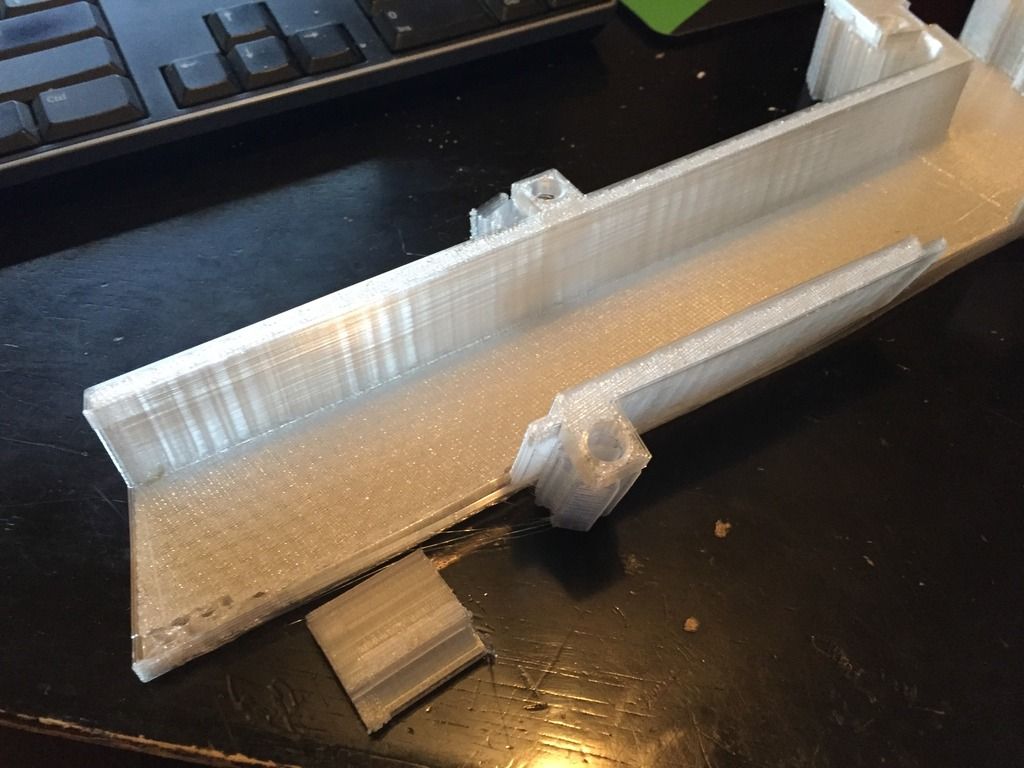
1. Starting with the very first layer, after the outside shell 2 layers were layed down the rest of the inside never quite reached the edge to bond with it. It caused the outside layer the entire way up the print to not be bonded well. You can see it in the first picture below it actually bubbled out.
2. Weakness. THe piece i broke off, the other piece I broke off... Its just not strong. Do I need to be printing hotter? Im printing about 230 (esun clear petg). Ive been told hotter is a better bond for this stuff of course, but ive also seen that anything above 235 the filament gets super cloudy and not clear at all... Not a big deal for production, as ill be using white. Just saying
3. Retraction settings are 22mm/s 1.7mm retraction, and 5mm wipe distance... still had 2 big globs on the print.
I really want to dial this filament in. any help would be great.
Taz 5
No layer fan on
230 degrees
bed 90
35mm/s
THanks




 Reply With Quote
Reply With Quote



Extruder not feeding during print,...
04-24-2024, 01:59 AM in Tips, Tricks and Tech Help