


Results 3,181 to 3,190 of 4110
Thread: Qidi Tech 1 - Replicator 1 clone
-
09-18-2016, 07:21 PM #3181Super Moderator

- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
I see. The FFCP doesn't have that setting in the panel and the QIDI is running so can't check. Going to start another test on the FFCP and see how it goes. Originally Posted by jfkansas
Originally Posted by jfkansas

Should force retraction be on or off? Seems to not make much difference I think ...
-
09-18-2016, 07:40 PM #3182Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907

FFCP should have that setting. Qidi too.
You can try turning the force retraction between layers off, if it is a retraction problem just make it not retract. For every retraction there is an equal prime. That is why I said to do a -.4 extra restart. This tells it to do a 1.4mm retraction but only a 1mm reprime.
Originally Posted by wirlybird
-
09-18-2016, 08:05 PM #3183Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Originally Posted by jfkansas
The reason I thought the negative restart was affecting small areas is that on one of those green monsters I did had an issue printing the lower teeth. They where small and it looked like it extruded only partial filament. I noticed on other parts that small areas with short extrusions were incomplete.
-
09-18-2016, 08:19 PM #3184Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
Ya the geniuses thought of that too, that's why there is a minimum travel for retraction. Just realized you are talking about 2 different models here. Settings like this are model specific. Just because your monster didn't like the negative restart doesn't mean it wont work on the barrel or whatever that is. It is important to focus on settings for one model or it gets confusing to everyone. You can't always make a catch all profile for every model. As nice as that would be it just doesn't happen. Originally Posted by wirlybird
-
09-18-2016, 08:28 PM #31853DPrintBoardPro Member
- Join Date
- Aug 2016
- Posts
- 262

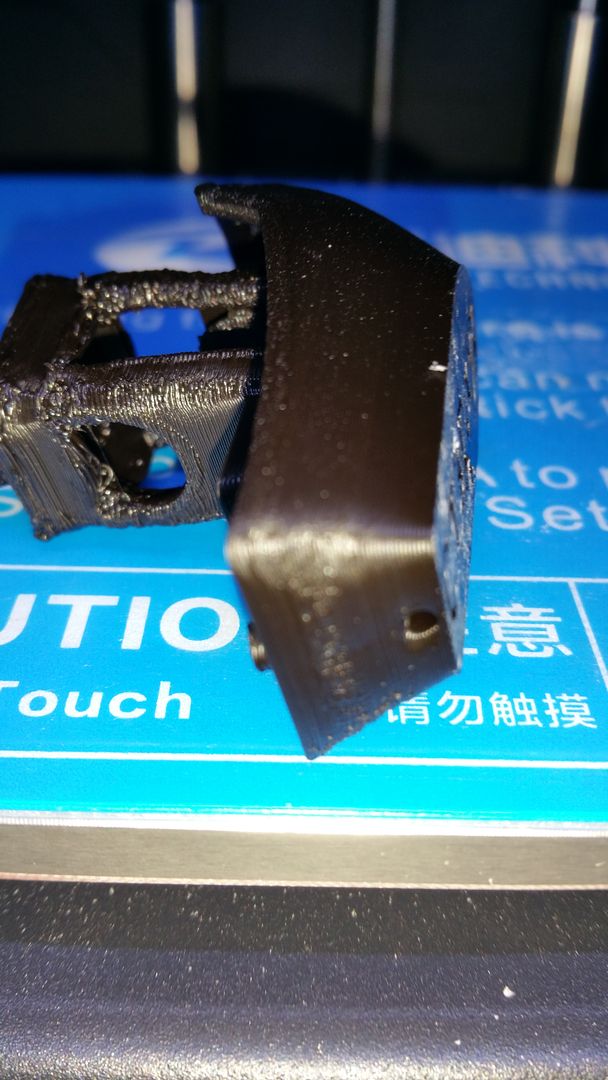
I am getting closer but I cannot figure out what is causing the saggy look.
Any ideas?
I am thinking I am going to print a dual blower now I have to decide which.
[IMG]

 [/IMG]
Editor in Chief
[/IMG]
Editor in Chief
Bitsonline
Tips Appreciated But Not Expected
BTC: 16wxHvKd3oU6SVjv6FrenqhkvRmc8t7sPy
DASH: XqyaWxH896j9YeV1M35Gzb5gmRPmPbNDGq
-
09-18-2016, 08:41 PM #31863DPrintBoardPro Member
- Join Date
- Aug 2016
- Posts
- 262
In looking at my setup it looks very much like that already. I will have to check deeper and take pics for you guys.
Originally Posted by DaveB
Editor in Chief
Bitsonline
Tips Appreciated But Not Expected
BTC: 16wxHvKd3oU6SVjv6FrenqhkvRmc8t7sPy
DASH: XqyaWxH896j9YeV1M35Gzb5gmRPmPbNDGq
-
09-18-2016, 08:53 PM #3187Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
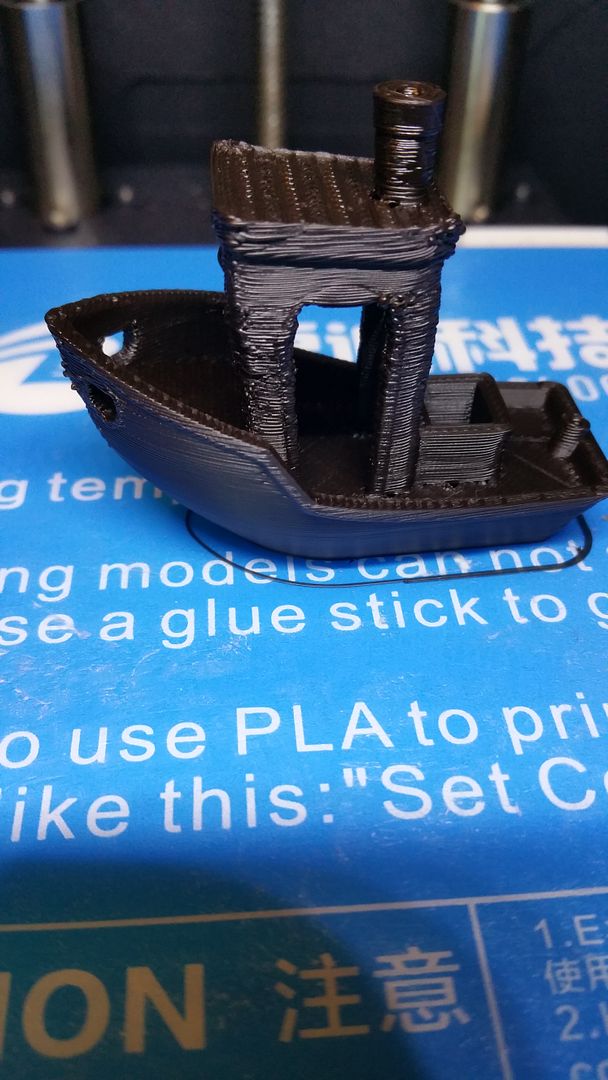
Ya I think you are on the right track with cooling. Or slow the printer way down by adjusting the mininum layer duration.
Looks like you got it to stick better.
Originally Posted by Talon 3D
-
09-18-2016, 08:54 PM #3188Super Moderator
- Join Date
- Jun 2016
- Location
- Oklahoma
- Posts
- 904
Originally Posted by jfkansas
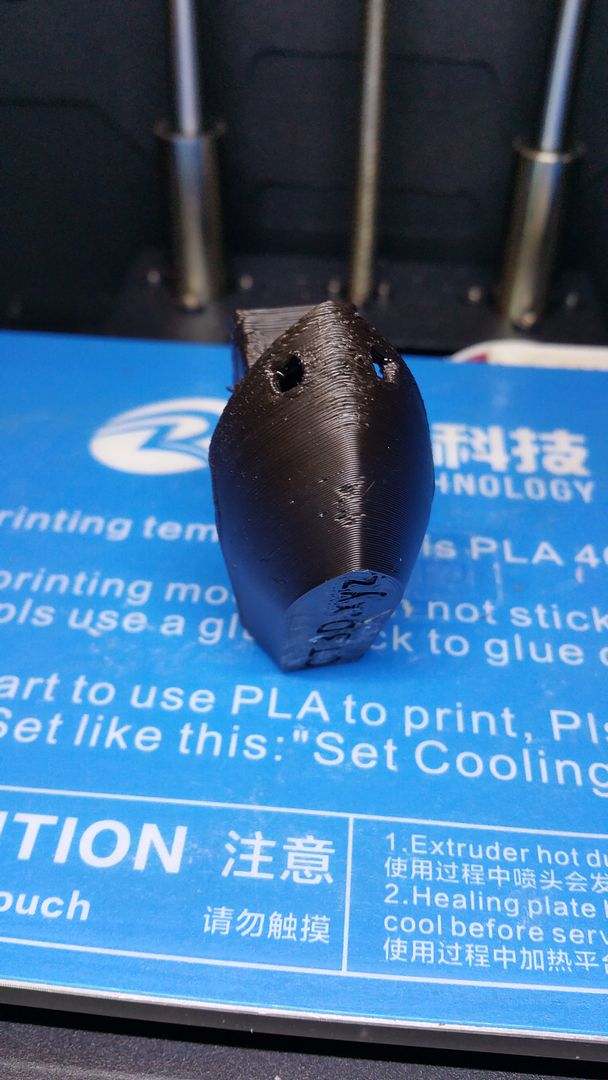
Yea, I know it, the monster was just a side note. The barrel wasn't working at a restart of -.25 and with it a 0 it was still the same. I reset everything back to default and am seeing how it is going on the negative restart.
Upon checking the model, -.4 isn't going to do it. I am getting about 6mm distance of under extrusion from the starting point before the extrusion smooths out. It's either blobs or no plastic!
-
09-18-2016, 09:11 PM #3189Super Moderator
- Join Date
- Apr 2014
- Location
- KS
- Posts
- 907
Ya, probably just turn layer retracts off all together. It isn't traveling enough to the next layer to be needed.
Originally Posted by wirlybird
-
09-18-2016, 09:39 PM #31903DPrintBoardPro Member
- Join Date
- Aug 2016
- Posts
- 262
It sticks tight that is for sure.
I will adjust it down slower and print a fan duct with ABS as well.
I like the dual fan one but I've got to order the second fan and powered splitter for it.
Originally Posted by jfkansas
Editor in Chief
Bitsonline
Tips Appreciated But Not Expected
BTC: 16wxHvKd3oU6SVjv6FrenqhkvRmc8t7sPy
DASH: XqyaWxH896j9YeV1M35Gzb5gmRPmPbNDGq

 Reply With Quote
Reply With Quote










Ender 3 Neo - Jam Problem
Yesterday, 03:06 PM in Tips, Tricks and Tech Help