


Results 31 to 40 of 103
-
05-10-2021, 03:41 PM #31Staff Engineer

- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248

On my printers I like to set the Z height a little high with the probe and then compensate with a negative Z offset in the slicer. I do this to the tune of up 3mm. And I do this so that if there is filament hanging down from the nozzle it will not push down on the build plate before the sensor gets triggered.
We can argue that with good start gcode we might warm the extruder before we home at the start of a print but sometimes we just want to home while we are servicing our rigs. And either way this method just creates a safe zone for the glass or other more delicate build surfaces we really dont want to grind the nozzle into.
I do this with my Big Red printer with the BLTouch. Even with that probe there is enough of a window between the probe hanging and retracted to do this. I can get a little less with the cheap ebay inductive probes and an aluminum bed.
Optical sensors by design are incredibly friendly to doing this as the flag can always pass right through the sensor. With the above options there is a limit to doing this that is based heavily on the stow/deploy distance difference or the height from the build plate in which the other sensors read.
-
05-10-2021, 03:44 PM #32Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
That fail can be the result of a less than clean build surface, less than enough temp on the build plate, or a less than level bed at the start of the print.
-
05-10-2021, 09:59 PM #33Technician
- Join Date
- Apr 2021
- Posts
- 70
 Thanks! I had trouble with the prints sticking to the glass so I tried a very slight application of glue stick, which allowed the print to succeed, but maybe it also caused the ruined appearance. I tried the print again with a cleaned up glass plate, forcing a 60 degree C build plate temp and verified that there did not appear to be any issues with the original leveling. The new E2 calibration cube was much better than the earlier E2 prints.
Thanks! I had trouble with the prints sticking to the glass so I tried a very slight application of glue stick, which allowed the print to succeed, but maybe it also caused the ruined appearance. I tried the print again with a cleaned up glass plate, forcing a 60 degree C build plate temp and verified that there did not appear to be any issues with the original leveling. The new E2 calibration cube was much better than the earlier E2 prints. Originally Posted by AutoWiz
Originally Posted by AutoWiz

Puzzling that none of this seemed to greatly effect the E1 prints.
Also Strange that none of the T1-D3 Pro prints from either extruder is as yet is quite matching the amazing quality of the Voxel "hyper mode" prints. But I haven't tweaked the settings much at this point and I'm pleased to be getting close to the ball park of the Voxel's out-of-the-box "hyper-mode" print quality with the help of the community here. The TL-D3 Pro prints also reveal that I clearly need ooze buckets. I printed a pair of these but do not yet have the brass brushes that they are intended to include. My soldering iron has generally never burned my sponges even when they dry out. I wonder if a chunk of sponge would be adequate to substitute for the brass brushes? I would think all I really need is something burn resistant to retain the ooze as the nozzle moves through.
-
05-11-2021, 12:02 AM #34Staff Engineer
- Join Date
- Jul 2016
- Location
- South Florida, USA
- Posts
- 1,248
So to make PLA stick to a glass bed you will first clean the glass bed with alcohol. Once the bed is thoroughly cleaned and as it is being warmed for the print you should wipe the glass down with distilled white vinegar. And you too can take pictures like this..

Or this..
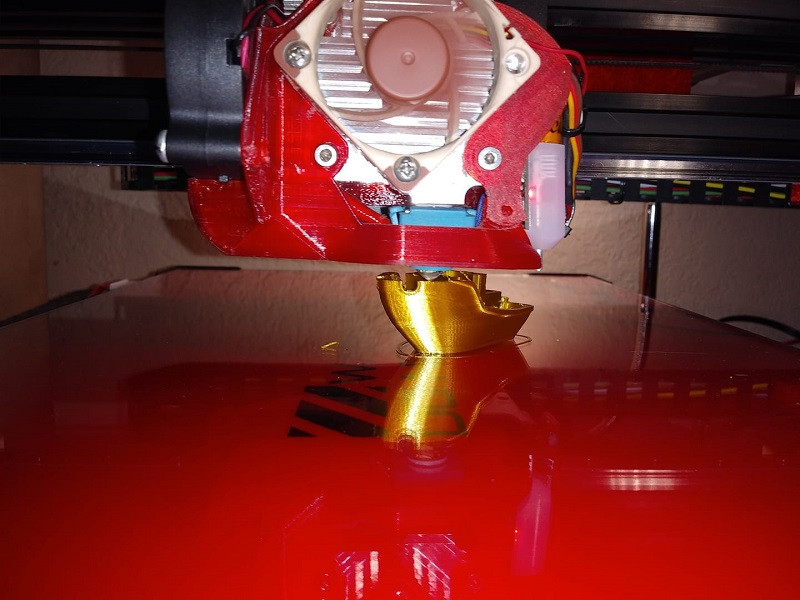
And it should be even easier for you because of the textured surface on your glass bed. Get the messy junk off your build surface and try it this way and see what you get.
Also the reason you don't see glass heatsinks on CPU's or anywhere is because glass is a sh*t thermal conductor and we don't even smear thermal paste between the glass and bed we put it on and the thermistor is in the bed not attached to the glass and if there is a build surface on top of the bed between the thermistor and the glass there is a layer of insulation between the two. And so typically when printing on glass if the glass sits directly on the bed I will set my bed temp to 5c above target. IF I have glass on top of a build surface on top of a bed I will command 10c above target for the bed temp.
-
05-11-2021, 08:26 AM #35Technician
- Join Date
- Apr 2021
- Posts
- 70
Thanks! Originally Posted by AutoWiz
I definitely was still having issues. I resorted to the glue stick again last night to get a simple cal cube to stick, and while that worked, this morning I could not quickly free it, and will probably need cold running water to get the thing off. I don't see the glue stick as a workable long term solution.
too bad about the vinegar though, not sure if my wife will mind the odor. Hopefully the fact that it is immediately wiped away and the wipe can be disposed to a sealed bag may control the odor somewhat.
I've tried playing with temperature on the TL-D3 pro through the touchscreen settings but I've observed that whenever the print begins these settings are over-ridden, even to the extent of fans cooling down the build plate. I assume I need to control this via the slicer somehow? I've been very focused on the hardware up to this point but I wonder if most of the "hardware" troubleshooting of imperfect prints is really going to be mediated via the slicer generated print files hand-in-glove with actual hardware tricks like properly pre-cleaning the glass and installing ooze buckets? The TL-D3 Pro came with a copy of Cura. Is Cura noob friendly enough for me to expect to troubleshoot these prints with it?
-
05-11-2021, 11:01 AM #36Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
wow - it's working !
I missed that :-)
So YES, now you need to go to the slicer.
As Autowiz mentioned - you can adjust the z-offset from the slicer.
So if the print surface sticks like a limpet on steroids - which is actually a GOOD thing :-)
You can use a positive z offset to reduce sticking.
Another way is to speed up the first layer print speed.
Both will reduce adhesion.
So an advantahe of a really 'sticky' bed is that you can print faster and with less downward 'smoosh'.
As fas as the brushes versus spongs.
The brushes are there to knock the filament off - it's not really something a sponge can absorb.
Go visit a buckstore and buy some cheapo wire brushes and use a couple of the smaller ones.
The amount of 3d printer relevant gear you can get from pound/buck stores is amazing :-)
Witht he right rtraction settings and a brush/bucket combo you shoukld be able to get away with printing without a purge wall.
Purge walls use up a whole lot of filament and waste a lot of time.
But congratulations on finally getting it running. :-)
And for pla 65c bed temp is the sweet spot.
And 200c is my usual print temp.
And if we are having a first layer boast:
There are over 540 individual pieces per layer with about 0.15mm gap between them all. It's a chainmail bracelet and if you can knock a perfect one out - then the printbed adhesion and the retraction settings are about as optimised as it gets :-)
It's the toughest first layer of any print I've ever done. And until i got the sapphire pro 2 - I'd never managed a perfect one. The original flashforge creator could get about 90% of one printed, enougn to work. But never quite perfect.
I'd honestly never tried to print another one until I got the sapphire.
Don't even think i tried it on the delta. But then you're not going to pull that off with a 0.5mm nozzle anyway.
Second attempt on saffy knocked it out of the park. And i think that layer went down at around 30mm/s as well. 'cos I forgot to adjust it and turned out - didn't need to !
So congratulations on getting her up and running !
Now go look at the slicer ;-)Last edited by curious aardvark; 05-11-2021 at 11:20 AM.
-
05-11-2021, 02:40 PM #37Technician
- Join Date
- Apr 2021
- Posts
- 70
Thanks Aardvark,
So is there a sensible order to proceed with slicer tweaks?
Maybe...
1. retraction determination,
2. Z-offset,
3. first layer adjustments,
4. major stuff I haven't heard of?
I know this might not be the best thread for all of this but I was hoping to get my "used", broken noob serviced TL-D3 pro in at least half-arsed optimized condition so I can give some kind of fair assessment of the wisdom of buying one of these as an Amazon "acceptable major cosmetic damage" that turned out to be inoperable as compared to other options that were considered in the other thread. I think a little knowledge and a little work could make for some very nice pictures of very nice results.
-
05-12-2021, 11:18 AM #38Technician
- Join Date
- Apr 2021
- Posts
- 70

Ok I woke to find this print exactly as you see below.
I had no idea what happened here but I've never attempted one of these articulated prints before. In particular I could not fathom what the donut shaped bit of debris in the lower right is, or how the center could have completed without it. Once I flipped the unfortunate cephalopod over, however, I could see that somehow the print had somehow cosmetically almost recovered from near total early disaster without producing a flying spaghetti monster. I expect on this print a raft would have saved the day. I remember that Aardvark hasn't needed one in 8 years and in Aardvark's chainmail post I don't see any evidence of a raft.
What more can I do? I thoroughly washed and vinegar wiped the glass and slicer-set the temp to 65C. I can see that even though the 1st layer stuck under my watchful gaze before I left the room, it obviously wasn't long after that before something came off. This just doesn't seem like the kind of print where I would expect to see a high fail rate unless noob mistakes were still occurring.
-
05-12-2021, 12:05 PM #39Staff Engineer
- Join Date
- Jun 2014
- Posts
- 887
fan on or off for first layers?
-
05-12-2021, 02:49 PM #40Technician
- Join Date
- Apr 2021
- Posts
- 70
I wanted it on right? is it off by default? I see in Cura there is an initial Fan speed checkbox. if I select it do I set initial fan speed to 100%? Originally Posted by fred_dot_u

 Reply With Quote
Reply With Quote





What's wrong with this prting?
04-14-2024, 05:15 PM in General 3D Printing Discussion