


Results 1 to 9 of 9
-
01-06-2020, 05:43 PM #1Student

- Join Date
- Jan 2020
- Posts
- 7
Printing a single layer in parallel lines without walls?
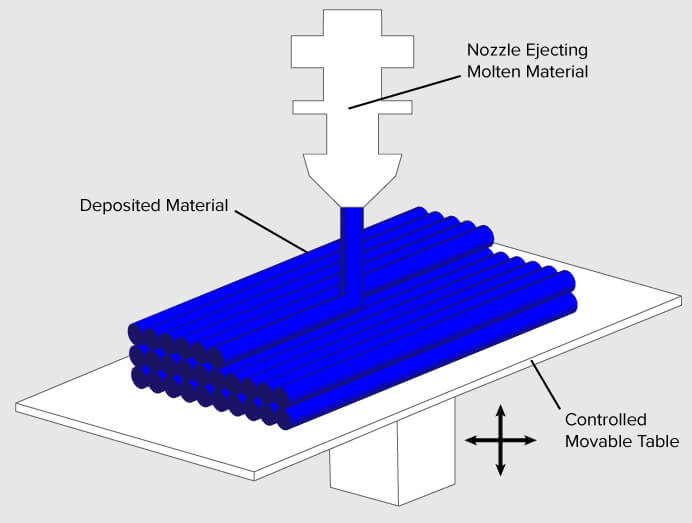
I am trying to figure out how to either design a single layer (ultimately a 5cm by 5cm box) that is 5cm wide, 5 cm long, and 0.2mm thick. The layers will be 0.2mm x 0.2mm. The part I am having problems with is that I want each layer to be printed in the x or y axis direction. No walls or infill, simply a single layer of 0.2mm x 0.2mm layers.
I have tried designing this in solidworks, but when I process it in my slicer (Qidi Print) it does not register the structure, even though I can import it. I know my printer (Qidi TECH X-Plus) can print layers close to this size, so that should not be an issue. I am not sure if the solution is in my solidworks design or in the setting of my slicer software. I have tried designing the layer in solidworks as individual boxes touching each other, as well as 0.2mm x 0.2mm boxes spaced 0.05mm apart to see if they would register as separate structure in my slicer. Neither worked.
I did come across a paper that might have described this process as line-based halftoning, but I am not 100% sure they are referring to the same thing (Hatching for 3D prints: line-based halftoning for dual extrusion fused deposition modeling).
The image is just an example of the lines that I would want printed without any walls perpendicular to them.
If anyone can provide any assistance it would be appreciated. Thank you.
-
01-06-2020, 06:47 PM #2Staff Engineer
- Join Date
- Jun 2014
- Posts
- 887
Your parameters are quite demanding. The reference to the "chopsticks" being 0.05 mm apart is well beyond many FFF/FDM printers. A tolerance test model that I purchased from Makers Muse shows me that my printer can manage 0.40 mm separation but bonds together at 0.30 mm spacing. You're trying to get one-eighth of my best spacing on a filament type printer. I suspect your requirements would also be outside of many resin printers, as the x/y resolution is greater than your spacing.
Additionally, if you are using a 0.40 mm diameter nozzle, you will not get 0.20 mm line width. I've not seen a 0.10 mm diameter nozzle and I'll bet clogging would be a perpetual nightmare with such an item.
It's not out of the question that your slicer recognizes this impossibility and refuses to cooperate.
Wire EDM processes show up in my search as being capable of 3 to 5 microns (0.003 - 0.005 mm) and have prices in the tens of thousands and would work only if you can accept metal as your material. Graphite block EDM could also be used, but I'm not familiar with the steps necessary to create a grid of the provided description.
Additionally, photo-lithography and chemical erosion may be avenues to pursue.
-
01-12-2020, 08:54 PM #3Student
- Join Date
- Jan 2020
- Posts
- 7
Hey Fred,
Sorry for the late reply. Thank you for the detailed response. I am getting use to using thermoplastics. I have experience printing hydrogels and we are able to to use extremely small gauged nozzles. I have attached a picture of what I am trying to accomplish. It is essentially a box (in my case 5 cm by 5 cm by 5cm) that is made up of parallel lines, but I am not able to figure out a way to design this in solidworks so that when I slice it I get the parallel lines. I have tried using line infill without walls but the lines are always diagonal, so they are not the same length. If you have any suggestions they would be greatly appreciated. Thanks again.
-
01-13-2020, 04:36 AM #4Staff Engineer
- Join Date
- Jun 2014
- Posts
- 887
I've configured my slicer for a 0.1 mm nozzle with 0.050 mm layer height, which is outside my printer's capacity, but I won't be printing it (grin). Typically one would want a layer height of no more than 75 percent of the nozzle diameter. If your printer is capable of such parameters and you have such a small nozzle, all the better.
I created code in OpenSCAD to present the model using the reference figures you've provided:
for (x = [0 : 0.25 : 50])
translate([x , 0, 0])
cube([0.2, 50, 0.2]);
This results in a viable STL file and my slicer accepts it.
The images are the slicer results in print preview and the rendering in OpenSCAD.
I've attached the STL for your perusal.
-
01-13-2020, 11:03 AM #5Student
- Join Date
- Jan 2020
- Posts
- 7
Thank you for the quick reply. Our bioprinter we have in our lab currently is set up with a 30G nozzle (ID ~0.15mm), but the FDM printer I use is likely 0.4mm nozzle. I will have to check to be sure. This print does not have to be too scale though, I am printing it using PLA just to model my design that I will eventually print using a custom hydrogel.
I will try your design, hopefully today or at least this week, and let you know.
Thank you for the assistance, it is really appreciated.
-
01-13-2020, 11:22 AM #6Super Moderator
- Join Date
- Jul 2014
- Posts
- 8,818
yep standard nozzle is 0.4mm.
To print 0.2mm you'll actually need a 0.15mm nozzle.
Simplify 3d will let you use the layer settings you want - not sure about any other slicer.
-
01-13-2020, 12:00 PM #7Student
- Join Date
- Jan 2020
- Posts
- 7
Curious Aardvark:
I have been looking into Simplify3D as a slicer to use for my personal printer (just got a Qidi X-Plus; I like it so far). At work we use Repetier, which works well for our fairly simple designs. I have seen a lot of good things about Simplify3D, the biggest negatives seem to be the cost and the long periods between updates, so I will look into it a bit more before deciding. At the moment I am using Qidi's slicer (Qidi Print), and it does not seem to recognize small line, but this could very well be my fault and lack of understanding. I am still learning about how the various controls that can be utilized via the slicer (i.e. extrusion multiplier, etc.) to work around certain problems.
-
01-13-2020, 12:38 PM #8Staff Engineer
- Join Date
- Jun 2014
- Posts
- 887
I was able to load the STL file into PrusaSlicer2 and after adjusting tons of settings, specifically aimed at the 0.1 mm nozzle, could get a linear print. Having to go through those gyrations made me consider that you may be able to accomplish the same with your native slicer. Look for something akin to "slice gap closing radius" as it is called in PrusaSlicer2. When it was too large (default) the program merged adjacent lines and printed diagonally. Once decreased to 0.005, the lines show as individual traces:
chopsticksPS2.jpg
If you are considering other slicers yet, PrusaSlicer2 is quite powerful and easy to use. I'm a S3D owner, but could have saved my money and not been the wiser.
-
01-15-2020, 04:40 PM #9Student
- Join Date
- Jan 2020
- Posts
- 7
Fred:
Thank you. I will look into it and also into my own slicer for that setting.

 Reply With Quote
Reply With Quote




QIDI Slicer "Plater" is...
04-12-2024, 02:21 AM in QiDi 3D Printer Forum